 2015-06-28
2015-06-28 1497
1497Рисунок 14 -
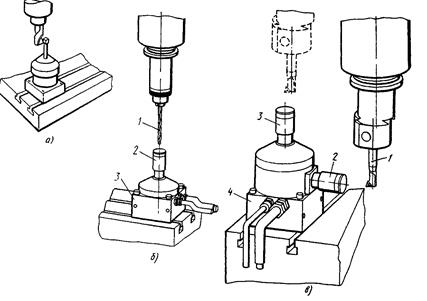 |
Схемы установки датчиков касания на многоцелевых станках
Для автоматической настройки инструмента на многоцелевых станках измерительное устройство устанавливают на столе станка вне рабочей зоны. Перед началом обработки стол станка и шпиндельная бабка по программе выводятся в положение, при котором соответствующий режущий инструмент доводится до касания с щупом датчика измерительного устройства, выдающим сигнал, указывающий положение вершины режущей кромки относительно начала отсчета. Разность между фактическим положением режущей кромки и заданным положением определяет величину необходимой коррекции. Оценка полученной информации с помощью микропроцессора обеспечивает формирование корректирующего сигнала. Схема контроля положения режущей кромки сверла показана на рис.14,а.
 |
На рис.14,бпоказана схема измерения длины сверла 1 посредством щупа 2 пневматической головки 5, на рис.14,в — схема измерения длины и вылета режущей кромки расточного резца 1 посредством щупов 3 и 2 пневматических головок 4. Щупы под давлением сжатого воздуха выдвинуты. При контакте инструмента со щупом головки создаются два точно повторяемых электрических сигнала, соответствующих допуску ±1 мкм.
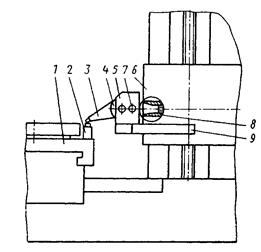
Рисунок 15 - Схема автоматизации размерной настройки на расточном станке
На рис.15 показана схема автоматизации размерной настройки вершины резца на расточном станке мод. 2А622МФ2. На шпиндельной бабке 6 станка установлены привод 5 оправки 3 расточного устройства 4 и привод 7 зажима оправки 3, а на столе 1 станка закреплен датчик 2. После установки расточного устройства в шпиндель 8 с соответствующей угловой ориентацией и подвода стола 1 в позицию контроля положения вершины резца шпиндельная бабка позиционируется таким образом, чтобы ось шпинделя находилась от точки срабатывания датчика 2 на расстоянии, равном половине требуемого диаметра растачиваемого отверстия. Приводы 5 и 7 обеспечивают разжим оправки 3 и ее радиальное перемещение. Вершина резца взаимодействует с датчиком 2, оправка 3 зажимается. Шпиндельная бабка и стол отводятся в позицию для обработки, приводы 5 и 7 отводятся приводом 9 из зоны резания и производится растачивание оправкой 3.
На рис.16 показано устройство контроля радиального положения вершины резца конструкции ЭНИМСа. Расточная головка 7 из магазина 6 станка 5 посредством устройства 8 автоматической смены инструмента устанавливается в шпиндель 4 таким образом, что вершина резца ориентируется в радиальном суппорте 2 в направлении отсчетного устройства 1. Ползун 5, смонтированный на шпиндельной бабке, выдвигает отсчетное устройство 1 на величину, соответствующую вылету вершины резца расточной головки. Отсчетное устройствоможет перемещаться под действием силы от движения вершины резца.
После указанной ориентации расточной головки отсчетное устройство 1 смещается до касания вершины резца, радиальный суппорт перемещается из одного предварительно установленного положения в другое, при этом под действием силы подачи перемещается и отсчетное устройство 1 до срабатывания смонтированного в нем датчика (например, фотоэлектронного), дающего команду на останов радиального суппорта в положении, соответствующем начальному диаметру в диапазоне работы расточного устройства. Затем отсчетное устройство отводится из зоны обработки и производится растачивание. При необходимости перехода на другой растачиваемый диаметр не требуется выдвижения отсчетного устройства — точность позиционирования вершины резца обеспечивается приводом перемещения радиального суппорта, стыкуемого с расточным устройством при установив последнего в шпиндель.
Рисунок 16 -
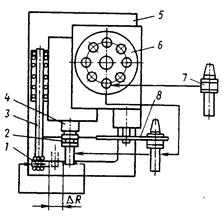 |
Устройство автоматического контроля радиального положения вершины резца








