 2015-06-24
2015-06-24 730
730Цель работы:
1. Ознакомиться с внутренними источниками теплообразования в металлорежущих станках, методами контроля и регистрации температур нагрева подшипниковых опор шпинделя станка.
2. Получить практические навыки измерения тепловых деформаций шпинделя станка и оценить влияние источников тепловыделения изучаемо станка на его геометрическую точность.
Исходные данные:
1. Технологическое оборудование – токарно-винторезный станок мод. 1К62;
2. Максимальная частота вращения шпинделя n = 200 мин-1;
3. Количество подшипниковых опор шпинделя – 4 шт;
4. Метод определения температур в подшипниковых опорах – искусственная термопара «хромель-копель» - 4 шт;
5. Измерительные приборы: гальванометр для измерения термо ЭДС, индикаторы часового типа (цена деления 0,001 мм), контрольная цилиндрическая оправка.
Схема тепловых деформаций станка:
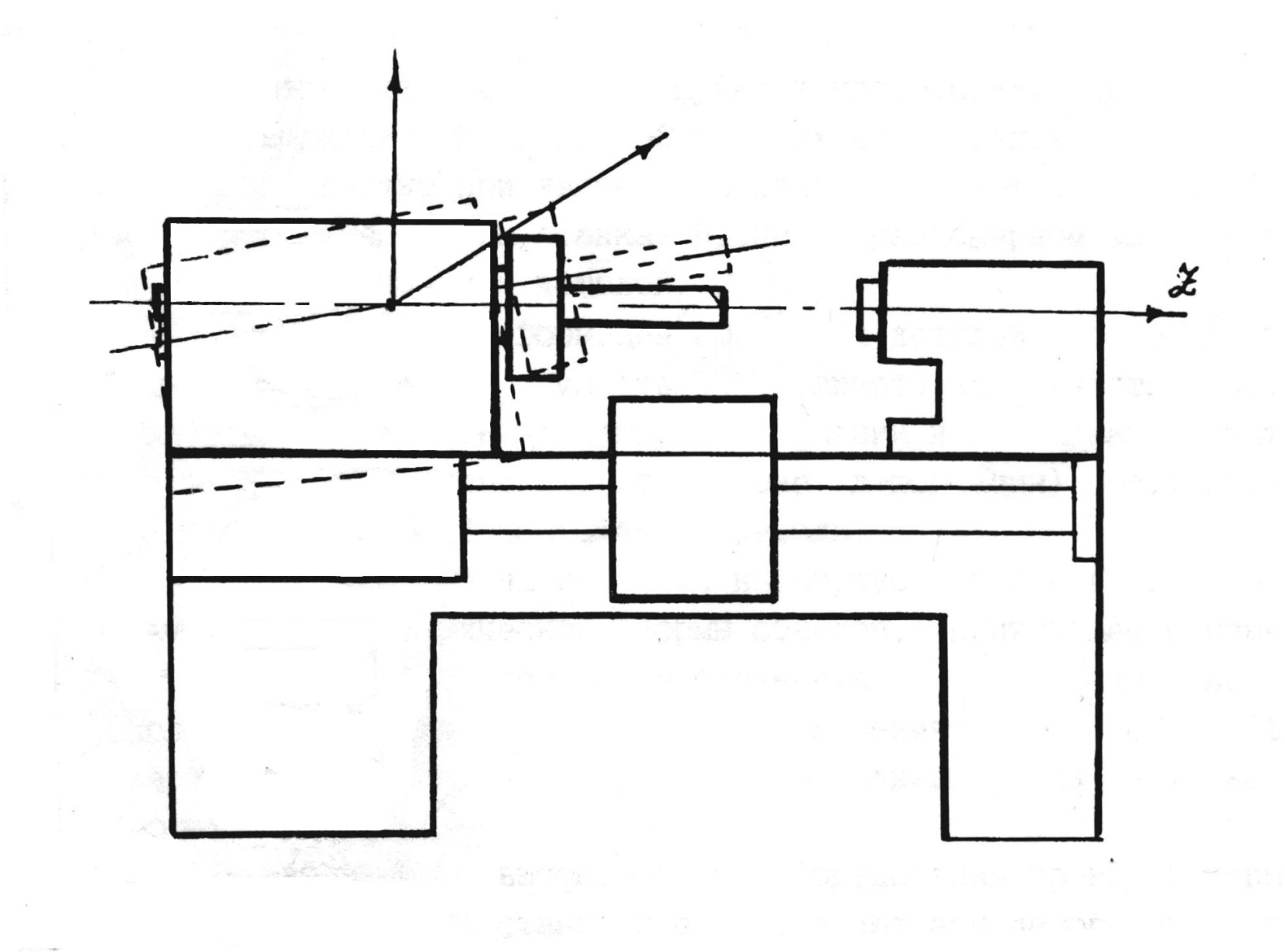
Схема установки индикаторов для определения тепловых деформаций:
Схема подвода термопары к подшипнику:
Тарировочный график для термопары хромель-копель:
U, мВ
1,0
0,5
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
t, оС
Таблица 1- Температура нагрева подшипниковых опор шпинделя станка
| № термо пары | Место установки | Показания гальванометра, мВ | ||||||||||||||||||
| ΔТ,°С (из тарировочного графика) | Тi=Tk+ΔT, °С | |||||||||||||||||||
| Время, мин | ||||||||||||||||||||
| Нагрев | Остывание | |||||||||||||||||||
| Т1 передняя опора шпинделя | ||||||||||||||||||||
| Т2 промежуточная опора | ||||||||||||||||||||
| Т3 промежуточная опора | ||||||||||||||||||||
| Т4 задняя опора шпинделя | ||||||||||||||||||||
Таблица 2 – Экспериментальные значения тепловых деформаций шпинделя станка
| Время, мин | Нагрев | Остывание | ||||||||||||||||
| Параметр | ||||||||||||||||||
| ΔХ1, мкм | ||||||||||||||||||
| _ ΔХ1 | ||||||||||||||||||
| ΔХ2, мкм | ||||||||||||||||||
| _ ΔХ2 | ||||||||||||||||||
| ΔZ, мкм | ||||||||||||||||||
| _ ΔZk | ||||||||||||||||||
| α, град | ||||||||||||||||||
| rxy= =ΔХ2max-ΔХ2min, мкм |
Расчетные формулы:
Радиальное биение шпинделя:  .
.
Торцевое биение:  .
.
Угол наклона оси шпинделя: 
Таблица 3 – Расчетные значения параметров геометрической точности станка
| Время, мин | Нагрев | Остывание | |||||||
| Параметр | |||||||||
| Радиальное биение шпинделя, rxy, мкм | |||||||||
| Торцевое биение шпинделя, rz, мкм | |||||||||
| Угол поворота оси шпинделя, α, оС |
График зависимости параметров геометрической точности станка rxy, rz и α от температуры задней опоры:
График зависимости температуры в контролируемых точках от времени нагрева и остывания станка:
График зависимости тепловых деформаций ΔX2, ΔY2, ΔZ от времени нагрева и остывания станка:








