 2015-06-26
2015-06-26 1032
1032При выборе способа закалочного охлаждения необходимо учитывать достаточно много факторов, часто влияющих в противоположном направлении на качество изделия. Для уменьшения уровня термических напряжений, особенно в крупногабаритных деталях сложной формы, целесообразно осуществлять подстуживание металла (на воздухе, а более эффективно с использованием печей или ванн с изотермической выдержкой в них) от температуры аустенитизации до температур, близких к AR3 или AR1. Для изделий из сталей с высокой устойчивостью аустенита к распаду (низкая критическая скорость охлаждения) возможно проводить подстуживание металла с аустенитной структурой до температур ≈500-6000С или даже ниже. Так, например, при закалке деталей из стали типа Р18, в которой аустенит устойчив к распаду и может переохлаждаться до температур примерно 300-3500С, подстуживание от температуры аустенитизации можно осуществлять до указанных значений с последующим охлаждением в масле. Уровень напряжений при этом снижается в 7-8 раз, а коробление инструмента при этом минимально.
Для снижения уровня термических и температурных напряжений при закалке изделий сложной геометрической формы и большой разнотолщинности рекомендуется использовать режимы купания, прерванного охлаждения и другие технологические приемы, способствующие уменьшению температурного градиента по сечению детали (но при этом обеспечивающие интенсивность охлаждения на уровне ≥VКР).
В ранних работах И. А. Одинга указывалось, что моментом возникновения превалирующего уровня остаточных напряжений при охлаждении является момент достижения детали температурного интервала, в котором металл из пластичного состояния переходит в упругое. Величина таких напряжений определяется температурным перепадом между поверхностью и центром перед таким переходом. Для углеродистых сталей таким температурным интервалом является примерно область около 4000С, а для легированных около 5000С. Более поздние исследования показали, что пластичность металла определяется не термоупругими напряжениями, а отношением интенсивности напряжений к пределу текучести металла при конкретных условиях (температура+ структура металла) и опасный уровень напряжений может возникнуть при температурурах как выше, так и ниже указанных границ области перехода в упругое состояние. Знание таких особенностей возникновения остаточных напряжений позволяет правильно выбрать режим закалочного охлаждения, способного обеспечить требуемую мартенситную прокаливаемость металла и минимальный уровень коробления и деформации.
Существенную роль на уровень коробления и деформации при закалке играет геометрическая форма, поэтому для каждой конкретной детали необходимо выбирать ее расположение при опускании в охлаждающую среду (рис. 4).
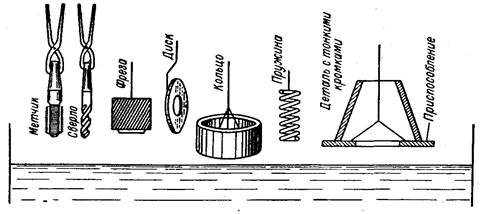
Рис. 4 - Рекомендуемые способы погружения изделий различной формы в охлаждающую среду при закалке (Петраш Л.В.)
Так, для длинномерных полых деталей погружать их в закалочную среду необходимо вертикально, т.е. вдоль максимальной оси, а диски погружать ребром. При наличии специального оборудования целесообразно детали сложной формы закаливать в заневоленном состоянии (под прессом). Для увеличения равномерности охлаждения необходимо повысить скорость истечения охлаждающей жидкости относительно поверхности детали для предотвращения пленочного кипения и устранения локальных мест образования паровой рубашки. Это достигается перемешиванием охлаждающей среды, движением детали в охладителе или сокращением (выклиниванием) стадии пленочного кипения за счет увеличения электропроводности охлаждающей среды (например, добавление солей хлоридов в воду, металлических опилок в масло и т.д.). Для предотвращения коробления и деформации деталей используются различные способы закалки (прерывистая или в двух средах, ступенчатая, закалка с самоотпуском или одинарная, закалка в горячих средах, закалка купанием, изотермическая закалка).
Практический интерес представляет закалка в закалочных баках с невысоким избыточным давлением над зеркалом (до 20х105 Па), что позволяет изменять температуру поверхности металла детали и таким образом управлять (ускорять или задерживать) процесс превращения аустенита в мартенсит. Достигая таким образом высокофорсированного теплообмена (Bio→∞, при достижении скорости, выше традиционной VКР, начиная с некоторой критической интенсивности охлаждения) в области температур мартенситного превращения на поверхности стальных деталей образуется слой с более высокой плотностью дислокаций и прочностью, что обусловливает возникновение высокого уровня сжимающих напряжений и уменьшение вероятности образования микротрещин в металле детали.
На практике при реализации упрочняющих режимов термической обработки крупногабаритных изделий (типа валков прокатных станов, роторов турбин и др.) с целью целенаправленного изменения распределения напряжений по сечению детали при ее изготовлении делают центральные осевые каналы, через которые при закалке прокачивается закалочная среда. При такой схеме изготовления и закалки получается более благоприятное распределение остаточных напряжений, предотвращающих растрескивание металла крупногабаритных деталей (рис. и рис.9,в), а также увеличивается прокаливаемость металла.
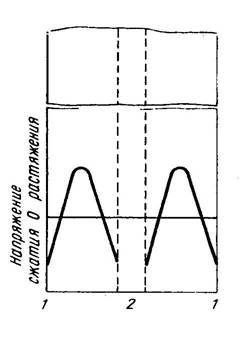
1 – поверхность валка; 2- внутренний канал в валке;
Рис. Схема распределения остаточных напряжений в металле бочки после традиционной объемной закалки рабочего прокатного валка с цапфами (с осевым каналом), защищенными от интенсивного охлаждения кожухом [Карлесс П. и др. ]
Важным параметром закалочного охлаждения, существенно влияющим на уровень остаточных напряжений в изделии и определяющим структурное состояние металла, является температура конца его ускоренного охлаждения. Для снижения уровня остаточных напряжений в изделиях определенной формы из сталей с высокой устойчивостью аустенита к распаду при охлаждении используют прерванное ускоренное охлаждение при температурах металла свыше 100-1500С (т.е. в интервале мартенситного превращения).
Возможны такие варианты режима закалки с прерванным охлаждением:
-когда после прерванного интенсивного охлаждения в закалочной среде в металле при последующем охлаждении на воздухе происходит практически полное превращение аустенита;
-когда после прерванного интенсивного охлаждения в металле часть нераспавшегося аустенита остается (в том случае, если это не влияет на размеры изделия) и в нем релаксируются возникшие напряжения, а полный распад Аост происходит уже в процессе последующего отпуска (с одновременным снижением уровня напряжений).

