 2015-06-26
2015-06-26 2883
288310.1. Ремонт гребных винтов с помощью
сварки должен осуществляться с учетом требо
ваний настоящей Инструкции в отношении мате
риалов (см. разд. 2) и ремонтных зон (см. разд. 3).
10.2. Ремонт гребных винтов сваркой, как
правило, должен осуществляться на гребных
винтах, снятых с вала, находящихся в горизон
тальном состоянии, защищенных от осадков,
сквозняков, влаги, паров азота. Ремонт сваркой
в ремонтных зонах А и В (см. разд. 3) осуществл
яется только на снятом гребном винте. Ремонт в
зоне С может быть разрешен на гребном винте,
находящемся на валу.
10.3. Мелкий ремонт сваркой инспектором
может быть разрешен на гребном винте, наход
ящемся на валу судна. В этом случае ремонт
должен осуществляться квалифицированным
сварщиком с соблюдением требований по иск
лючению сквозняков и влаги.
10.4. Ремонт сваркой гребных винтов из
марганцовистых латуней Cul, Cu2 и марганцо
вистых бронз Си4 требует последующей тер
мической обработки, которую осуществлять на
гребном винте, находящемся на валу, практичес
ки невозможно. Поэтому такой ремонт гребных
винтов, не снятых с вала, следует предпринимать
только тогда, когда нет другого выхода в
сложившейся ситуации.
Таблица 8.1 чных видах ремонта и при термической обработке
| Тип сплава по классификации МАКО | Наименование сплава | Температура, °С | ||
| Нагрев при правке в горячем состоянии | Предварительный нагрев при сварке | Отжиг при термообработке | ||
| Cul Cu2 СиЗ Cu4 | Мп латунь NiMn латунь NiAl бронза MnAl бронза | 500-800 500-800 700-900 700-900 | 150 150 50 100 | 350-500 350-500 450-5001 450-600 |
| 1 Только при большом | объеме сварки. |
Приложение 12

 |
| Тргщины |
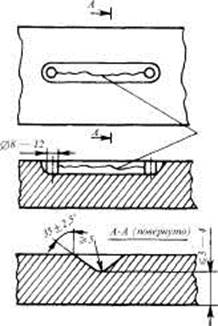
10.5. Все подлежащие исправлению сваркой
дефекты и прилегающие к ним поверхности
шириной 20 мм должны быть зачищены до
чистого металла и подготовлены под заварку в
соответствии с рис. 10.5.
10.6. Несквозные трещины обрабатываются
при этом со скосом кромок под углом не менее
35°, с закруглением по радиусу 5 мм (см. рис. 10.5).
10.7. Концы трещин перед разделкой засвер-
ливаются диаметром 8 — 12 мм на 2 — 3 мм
глубже дна трещины.
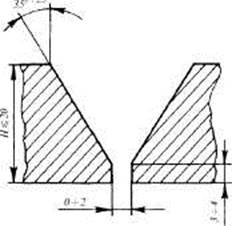
10.8. Сквозные трещины засверливаются
насквозь. Подготовку кромок сквозных трещин
производить, ориентируясь на рис. 10.8-1 и 10.8-2.
10.9. Степень полноты выборки трещин необ
ходимо контролировать методами цветной или
люминесцентной дефектоскопии.
10.10. Заварка дефектов производится при
температуре воздуха не ниже —20° при отсутст
вии сквозняков, влаги, паров азота.
10.11. Любое исправление дефектов гребных
винтов из всех цветных материалов сваркой
производится с местным предварительным подо-
Рис. 10.5 Подготовка под заварку несквозных трещин
 |
 |
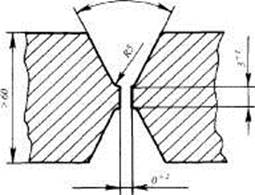 |
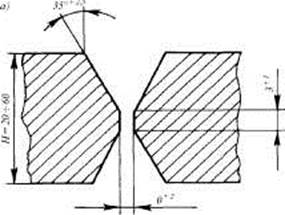 Рис. 10.8-1 V-образная разделка кромок
Рис. 10.8-1 V-образная разделка кромок
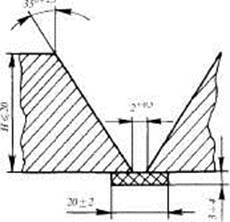
б)
40 ±3°
Рис. 10.8-2 Разделка кромок: а) — Х-образная; 6) — Ж-образная
Приложения к Руководству по техническому надзору за судами в эксплуатации
гревом исправляемого участка. Нагрев должен производиться, избегая локального подогрева.
10.12. Предварительный нагрев осуществляется
в полном строгом соответствии с 8.4 и 8.5. Важно,
чтобы температура распространялась полностью
сквозь толщину участка и в пределах указанного в
8.4 диапазона площади 200 — 500 мм.
10.13. Температура предварительного нагрева
приведена в табл. 8.1. Она должна быть пос
тоянной и контролироваться в соответствии с 8.7
до завершения сварочных работ.
10.14. После завершения сварки гребной винт
должен медленно остывать под термоизолир
ующими одеялами до 100°С.
10.15. Сварка должна производиться по тех
нологии завода-исполнителя, одобренной Регис
тром.
10.16. Инспектору Регистра для предъявления
им обоснованных требований в качестве отдель
ных рекомендаций могут быть предложены сле
дующие:
для марганцовистых латуней ЛМцЖ 55-3-1, «Стоун», «Лима» (Cul) рекомендуется дуговая и аргоно-дуговая сварка;
для марганцовистых латуней Cul и марган-цовисто-алюминиевых бронз Си4 перед наложением последующего валика предыдущий должен быть зачищен до блеска. Для латуней целесообразно до зачистки каждый предыдущий валик зачеканить;
для никель-алюминиевых бронз СиЗ заварку дефектов следует производить с перерывами на охлаждение ранее выполненного шва до температуры не выше 150°С;
в первую очередь следует выполнять наплавку на кромке, а затем завершающими проходами объединять наплавленный на кромке металл;
с целью обеспечения минимальной деформации лопасти заварку разделки следует производить попеременно с двух сторон;
очередность наложения сварных швов при наплавке — см. рис. 10.16-1;
очередность наложения сварных швов в зависимости от вида разделки — см. рис. 10.16-2;
сварку сквозной трещины с Х- и Ж-образными разделками следует начать от засверленного отверстия, заполнив только половину разделки, затем перевернуть винт, подрубить корень шва до чистого металла и заварить, начиная от засверленного отверстия. После этого следует перевернуть винт и заварить оставшуюся часть разделки.
10.17. Инспектор Регистра может допустить приварку недостающей части лопасти на участке г > 0,5. Материал недостающей части лопасти (лопастной наделки) по химическому составу и механическим свойствам должен соответствовать материалу гребного винта. В литой лопастной наделке должен быть предусмотрен припуск на обработку после приварки. Разделка кромок производится в зависимости от толщины лопасти в месте приварки:
при толщине до 20 мм — V-образная разделка (рис. 10.8-1);
при толщине от 20 до 60 мм — Х-образная (см. рис. 10.8-2, а);
свыше 60 мм — Ж-образная (см. рис. 10.8-2, б).
Поводку при приваривании части лопасти уменьшают, используя гребенки, привариваемые
 17
17
 12
12




 ■I-о
■I-о
10
 15
15
11
16
14

 20
20
19

 |
 |
| 150 |
13
 18
18
 Рис. 10.16-1 Очередность наложения швов при наплавке
Рис. 10.16-1 Очередность наложения швов при наплавке
Приложение 12
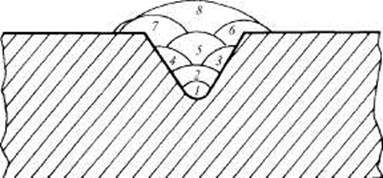
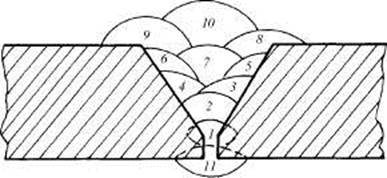
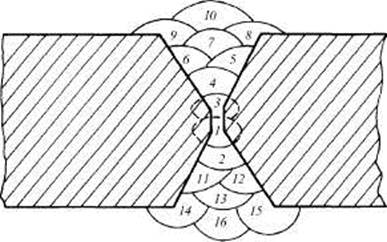
Рис. 10.16-2 Очередность наложения сварных швов в зависимости от вида разделки
Приложения к Руководству по техническому надзору за судами в эксплуатации
с обеих сторон лопасти (см. рис. 10.17). Гребенки изготавливаются из того же сплава, что и лопасть или (что хуже) из стали Ст.З и привариваются аргонодуговым способом.
10.18. После сварки все сварные швы и места
наплавки подвергаются контролю методом цвет
ной дефектоскопии. Внутренние дефекты в местах
приварок частей лопастей и заварок сквозных
трещин большой протяженностью контролируют
гаммаграфированием или другими методами
неразрушающего контроля.
10.19. После исправления всех дефектов свар
кой для гребных винтов из латуни Cul, Cu2 и
марганцовистых бронз Си4 обязательно произво
дится термическая обработка. Заварка трещин,
наплавка с помощью сварки для гребных винтов
из никель-алюминиевых бронз не требует после
дующей термической обработки. После приварки
частей лопасти, т.е. большего объема сварочных
работ, для гребных винтов из никель-алюминие
вых бронз вопрос о необходимости термической
обработки должен быть решен инспектором
Регистра.
10.20. Как правило, в условиях судоремонта
осуществляется местная термическая обработка с
помощью специальных электронагревательных
устройств. Для видов ремонта, таких как зава
рка трещин и наплавка, производимых на 1 ^0,5 и
на ступице, местная термическая обработка разрешается. Для ремонта сваркой на г>0,5 и при приварке в этой зоне лопасти желательна общая термическая обработка.
10.21. После значительного объема проведен
ных сварочных работ и обязательно после при
варки части лопасти необходимо выполнить
контрольные измерения геометрии гребного вин
та на разметочной плите с помощью штатного
шагомера. Должны быть исключены разношаго-
вость и отклонения уклона лопастей сверх допус
тимых (см. разд. 16).
10.22. После приварки части лопасти и бол
ьшего объема наплавки должна быть произведе
на статическая балансировка гребного винта (см.
разд. 17).
11. ТРЕБОВАНИЯ К ТЕРМИЧЕСКОЙ ОБРАБОТКЕ
11.1. Термическая обработка является важнейшей технологической операцией ремонта гребных винтов, и должна тщательно контролироваться инспектором. Она проводится с целью предотвращения разрушения лопастей в эксплуатации, обеспечивая снятие повышенных неблагоприятных остаточных растягивающих напряжений, возникших в процессе ремонта за
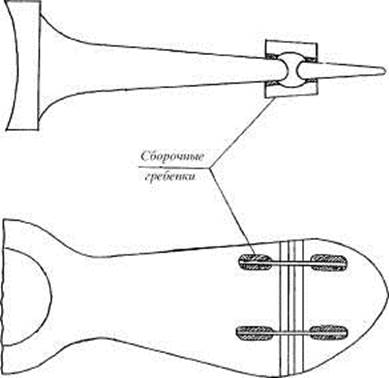
Рис. 10.17 Установка сборочных гребенок для приварки лопастных наделок
Приложение 12
счет нагрева материала. Для марганцовистых латуней Cul и Си2 и марганцовистой бронзы Си4 выполнение термической обработки обязательно.
11.2. Термическая обработка производится
после следующих технологических операций в
эксплуатации и при ремонте гребного винта для
материалов, склонных к коррозионному растрес
киванию (Cul, Cu2, Cu4):
обрезки кромок лопастей не механическим путем;
сварки и наплавки в любой зоне поверхности винта;
правки лопастей в горячем и холодном состоянии;
местного неравномерного нагрева ступицы при демонтаже гребного винта с валом.
Для гребных винтов из никель-алюминиевых бронз СиЗ термическая обработка, как правило, не производится, за исключением ремонта с крупным объемом сварки и приварки части лопасти.
11.3. Термическая обработка в зависимости
от объема сварочных работ и наличия печей для
отжига может быть местной и общей. Общая и
местная термические обработки заключаются в
отжиге гребных винтов при температурах, ука
занных в табл. 8.1.
11.4. Общая термическая обработка осу
ществляется в электрических, мазутных, газовых
и других печах для отжига, в которых перепад
температур пола и свода не превышает 40°, а
скорость охлаждения — не более 50°С/ч.
Разница температур ступицы и конца лопастей не должна превышать 30°С. Подъем температуры должен быть равномерным со скоростью не более 200°С/ч при начальной температуре не более 200°С. Охлаждение гребных винтов производится вместе с печью до температуры 80°С и осуществляется равномерно со скоростью 50°С/ч. Выдержка зависит от габаритов гребного винта (см. табл. 11.4).
Таблица 11.4








