 2015-06-26
2015-06-26 346
346При использовании пористых заполнителей листы оболочки равномерно подкреплены по всей площади, но прочность конструкции в основном определяется прочностью заполнителя.
Из пористых заполнителей наиболее широко используют газонапол-ненные пластмассы (пенопласты).
Трехслойные конструкции на основе пенопластов создаются прессовым (при этом заполнитель изготавливается вне конструкции и, соединяя его с листом, выполняют подгонку соприкасающихся поверхностей) и беспрессовым (заполнитель получается путем вспенивания во внутренней полости трех-слойного изделия) методами.
При прессовом методе применяют пенополистиролы (ПС-1; ПС-2; ПС-4; ПС-18; ПС-ТУ) и пенопласты ПХВ (ПХВ-1; ПХВ-2; ПХВ-3).
При бесспрессовом – пенополиуретаны (ПУ-101А; ППУ-3с) и пено-пласты (ФК-20 и ФК-40).
Примером может служить два метода изготовления корпусов спаса-тельных шлюпок трехслойной конструкции со стеклопластиковыми оболоч-ками и пористо-монолитным заполнителем.
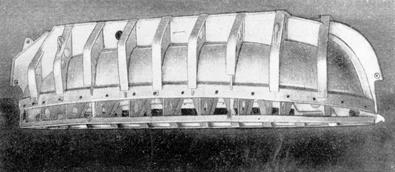
В первом случае при прессовом методе изготовления вначале путем вспенивания изготавливается пенополистирольный блок шлюпки. Вспенивание производится в специальной форме показанной на рис.7.5 и осуществляется следующим образом:
– поверхности формы смазываются антиадгезионным составом;
– оболочка формы собирается и крепится разъемным соединением;
– через загрузочный люк засыпаются вспененные гранулы пенополи-стирола;
– форма загружается в камеру вспенивания. Температура вспенивания 106-107оС;
– после 30-35 мин. форма охлаждается до 20-25оС, разъединяется и извлекается блок шлюпки.
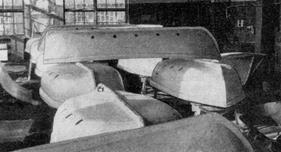
После изготовления блоков они покрываются защитной пленкой и поверхности блоков обклеиваются стеклопластиком (рис.7.6 и рис.7.7).
Обклейка осуществляется контактным способом формования.
 | |||||||||
| |||||||||
 |  | ||||||||
 |
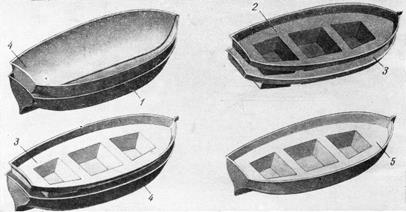
Во втором случае при беспрессовом методе изготовления вначале изготавливается стеклопластиковый корпус шлюпки, процесс изготовления которого показан на рис.7.8.
 | |||
|
Формование корпуса и внутренней оболочки осуществляется контактным методом формования в матрице и на пуансоне соответственно.
После формования оболочек производится сборка шлюпки креплением внутренней оболочки к фланцу корпуса над привальным брусом. Приклеивание дублируется механическим соединением (шурупами или болтами).
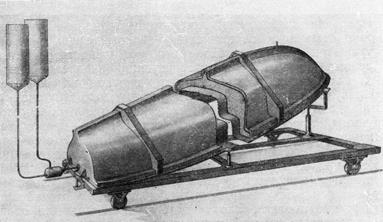
После соединения оболочек приступают к заполнению свободных объемов между ними пенополиуретаном.
Жидкая пенополиуретановая композиция вводится в отсеки на специаль-ной установке, после чего происходит ее вспенивание (рис.79).
 | |||
|








