 2015-07-04
2015-07-04 2969
2969Служебная программа «выход в фиксированное положение», определила начало СКС – плоскость В, инструментального гнезда резцедержки «0» по Zст, а плоскость А (диаметр 300), «0» по Xст. Заготовка детали 1 (штамповка) базируется в кулачках патрона 2 по технологическому упору 3.
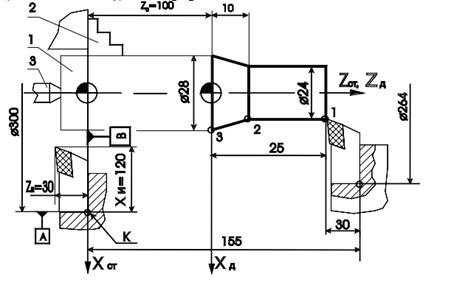 |
В УП технолог-программист записывает координаты опорных точек контура детали 1, 2, 3 в выбранной им СКД. Приводы станка перемещают базовую точку суппорта К в СКС. Поэтому при технологической наладке необходимо определить и ввести в память УЧПУ величины коррекции ∆X и ∆Z, которые, алгебраически суммируясь с координатами точек, записанных в УП Xд и Zд, дадут координаты Xст и Zст в СКС – координаты, обеспечивающие движение вершины резца по точкам 1, 2, 3, определенным технологом-программистом. Заполним таблицу, учитывая, что ∆X определяется на диаметр.
Рисунок 14 - Связь систем координат станка, детали и инструмента
Таблица - Значения координат опорных точек детали

∆Z=Z0+Zи =cons,
∆X=2*Xи= const,
где Zи, Xи – вылеты инструмента по соответствующим осям.
Z0 – расстояние между осями Xст и Xд.
Рассмотрим два метода размерной привязки инструмента.
1. Метод непосредственной привязки.
Применяется в единичном и мелкосерийном производстве. Имеет второе название – метод контрольных проточек. Если инструмент не привязан к какой-либо СКД, то на дисплее индицируется положение базовой точки суппорта К (Xк, Zк) в СКС.
Выполняем привязку по поперечной оси X (рис.15), для чего протачиваем заготовку и затем, не изменяя положения суппорта по этой оси, отводим инструмент от детали. Измеряем, проточенный диаметр X1 и, установив специальный режим, вводим эту величину в память УЧПУ. Однако система фактически запоминает ∆X, определив его из соотношения
∆X=Xк–X1=2∗Xи,
где Xи – вылет инструмента по оси Х.
Рисунок 15 -
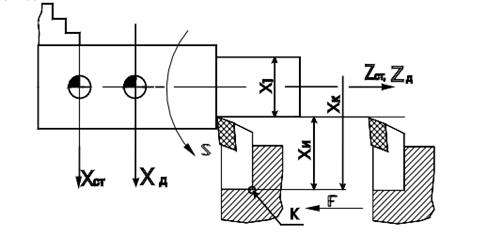 |
Размерная привязка инструмента по оси Х
Это равенство будет выполняться при условии, если регулируемые упоры, воздействующие на концевые выключатели при определении нулевой точки Xст (выход в «ФП») выставлены так, что дают действительное положение базовой точки суппорта К ∅300, относительно оси шпинделя (оси Хст) в диаметральном направлении.
Начало СКД определено в карте наладки УП на расстояние Z1 от проточенного торца. Установив специальный режим, записываем Z1 в память УЧПУ. Система фактически запоминает величину ∆Z, определённую из соотношения
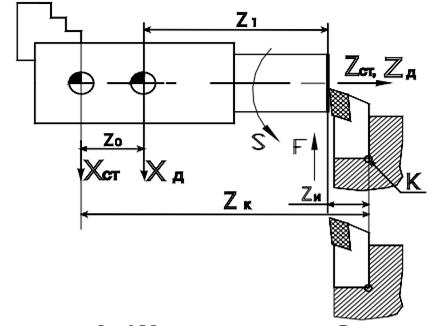 |
∆Z=Zк – Z1= Z0+Zи
где Zи – вылет инструмента по оси Z.
Рисунок 16 - Размерная привязка инструмента по оси Z
Z0 –величина, определенная в программном управлении станками как «смещение нуля станка».
Следует отметить, что Z0 величина постоянная для данной СКД. Системы ЧПУ предполагают возможность ввода в память величины Z0 при технологической наладке, при этом она будет автоматически учитываться при размерной привязке всех инструментов. Величины ∆X и ∆Ζ называются «корректорами» по оси X и Z.
2. Метод размерной настройки инструмента вне станка, по прибору.
Применяется в мелкосерийном и серийном производствах. При определённом смещении нуля станка Z0 и правильно установленных упорах, определяющих положение базовой точки суппорта К
∆X=Xи ∆Z=Zи+Z0
Следовательно, можно измерить для данного инструмента величины Xи и Zи вне станка (это делается на специальном приборе) и при технологической наладке на операцию, записать их в память УЧПУ. Таким методом можно без контрольных проточек выполнить размерную привязку инструмента.

