 2015-07-14
2015-07-14 4974
4974Технический контроль занимает важное место, как при проектировании технологического процесса сборки, так и непосредственно в производстве.
В контрольную операцию входит технологический процесс сборки, который позволяет установить степень соответствия относительного положения и применение исполнительных поверхностей технических требований.
Контроль качества обеспечивается предупреждением и выявлением брака. Профилактический контроль проводят с комплектующими деталями и узлами, поступающими на сборку, при этом же проверяют сборочное оборудование и оснастку, и правильность выполнения технологического процесса сборки.
При сборке контроль осуществляют рабочие, наладчики оборудования, мастера участков и контролеры.
В технологии разрабатывают как отдельные операции контроля, так и контрольные переходы, включаемые в сборочные операции.
Классификация контрольных операций (рис. 39).
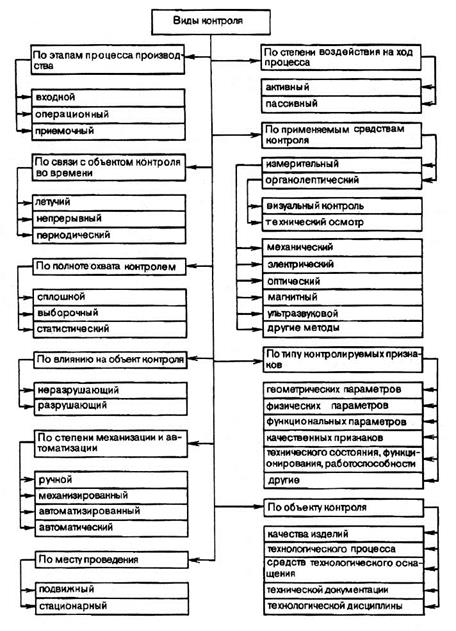
Рис. 39
1. По применяемости технологических средств:
а) А) Органо - лептический контроль;
б) Б) С применением технических средств.
2. По влиянию на ход технологического процесса сборки:
а) А) Активный,
б) Б) Пассивный
3. По решаемой задаче:
а) Приемочный,
б) Профилактический,
в) Прогнозирующий.
4. По месту выполнения операции контроля.
а) Стационарные (на контрольных пунктов)
б) Скользящие (на рабочих местах)
5. По степени охвата объектов контроля.
а) Сплошные,
б) Выборочные,
в) Статистические.
Органолептическимметодом проверяют форму и размеры пятен контакта при контроле «на краску»: плотность посадок при простукивании и состояние поверхностей и кромок. Данный метод весьма субъективен и точность контроля невелика. Многое зависит от опыта контролёра.
С помощью технических средств контролируют зазоры в сопряжениях, относительное положение деталей в изделии, степень запрессовки и эксплуатационные показатели. В этом случае точность контроля определяется точностью изготовления контрольного инструмента, который зависит от правильности установки измерительного инструмента и правильностью выбора измерительных баз, которыми должны быть конструкторскими или технологическими.
В ходе контроля выполняются следующие основные действия:
1. Определение наличия необходимых деталей в изделии.
2. Определение правильности положения сопрягаемых деталей.
3. Оценка внешнего вида собранных изделий.
4. Контроль зазора в собранных соединениях.
5. Точность взаимного расположения компонентов в изделии.
6. Герметичность соединения.
7. Затяжку резьбовых соединений.
8. Плотность и качество постановки заклёпок.
9. Плотность вальцовочных соединений.
10. Контроль размеров указанных в сборочных чертежах.
11. Выполнение специальных требований (балансировка).
12. Контроль функциональных показателей готового изделия (агрегата).
13. Проверка правильности выполнения технологии сборки.

