 2015-07-14
2015-07-14 2652
2652Суть електродугового наплавлення під шаром флюсу полягає в тому, що зварна дуга горить між голим електродом і виробом під шаром товщиною 10…40 мм сухого гранульованого флюсу з розмірами зерен 0,5…3,5 мм.
В зону наплавлення подають електродний суцільний або порошковий дріт (стрічку) і флюс (рисунок 5.7). До деталі і електроду прикладають електричну напругу. При електродуговому наплавленні під шаром флюсу застосовують постійний струм зворотної полярності. При наплавленні циліндричних поверхонь електрод зміщують із зеніту в сторону протилежну обертанню. Величина зміщення складає близько 10% діаметра наплавлюваної деталі. Електрод повинен складати кут з нормаллю до поверхні 6…8о. Флюс в зону наплавлення подають з бункера. Розхід флюсу а отже і товщину його шару на поверхні деталі регулюють відкриттям шибера. Після запалювання дуги одночасно плавляться електродний дріт, поверхня деталі і флюс. Зварна дуга з каплями металу перебуває в об’ємі газів і пари, обмеженому рідкою оболонкою із розплавленого флюсу. Ця оболонка оточує зону наплавлення і ізолює її від кисню і азоту повітря.
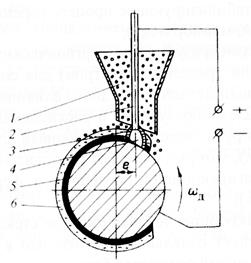 |
| Рисунок 5.7 – Схема наплавлення під шаром флюсу: 1 – бункер з флюсом; 2 – електрод; 3 – оболонка розплавленого флюсу; 4 – газопарова бульбашка; 5 – наплавлений шар; 6 – шлакова кірка; е – величина зміщення електроду від зеніту; wд - кутова швидкість обертання деталі |
Рідкий метал в зварній ванні постійно рухається і перемішується. Метал зварного шва, отриманого під флюсом, складається з розплавленого присадкового (1/3) і переплавленого основного металу (2/3). Маси розплавленого флюсу і присадкового металу приблизно одинакові.
Флюс при електродуговому наплавленні є допоміжним матеріалом; він разом з вибором матеріалу дроту і режимів наплавлення відіграє важливу роль у забезпеченні необхідних властивостей отримуваного покриття. В більшості випадків флюс використовують у вигляді сухих зерен. Елементи флюсу виконують свої функції після розплавлення, згоряння або розкладання. Розплавлений флюс повинен бути рідкотекучим. Температура плавлення присадкового матеріалу повинна бути більшою на 100…150оС температуру плавлення флюсу. Однак флюс не повинен кипіти при робочій температурі наплавлення.
Флюс при наплавленні покрить забезпечує наступні функції:
- стійке горіння дуги;
- захист розплавленого металу від дії кисню і азоту повітря;
- очищення розплавленого металу від включень та його розкислення;
- легування необхідними елементами матеріалу покриття;
- утворення в подальшому теплоізоляційного шару з флюсу і його кірки, що сповільнює процес затвердівавння металу.
Для виконання цих функцій в склад флюсу вводять такі речовини:
- стабілізуючі процес горіння дуги (сода, поташ, диоксид титану, крейда, мармур і інші);
- газоутворюючі з органічних сполук (крохмал, мука харчова або з деревини, декстрин) для створення середовища, яке захищає розплавлений метал від шкідливого впливу атмосфери;
- шлакоутворюючі і розкисляючі (титановий концентрат, марганцева руда, польовий плавиковий шпати, кварц, граніт, мармур, каолін і інші), які очищають розплавлений метал;
- легуючі (феромарганець, феросиліцій, феротитан, алюміній і інші);
- зв’язуючі добавки (рідке скло, декстрин і інші).
В результаті виконання флюсом своїх функцій створюються сприятливі умови для:
- виходу газів із шва;
- більш повного протікання дифузійних процесів;
- формування зрівноважених структур і досягнення термічного ККД наплавлення;
- отримання однорідного наплавленого металу з гладкою поверхнею і плавним переходом від валика до валика;
- застосування струмів більш високої густини, чим при ручному наплавленні покритими електродами;
- уникнення розбризкування з зменшення угару металу;
- зниження втрат тепла зварної дуги на випромінювання і нагрів потоків оточуючого повітря;
- покращення умов праці.
Розплавлені флюси взаємодіють з оксидними плівками як хімічні реагенти або фізичні розчинники. В першому випадку вони утворюють з оксидами легкі хімічні з’єднання з низькою температурою плавлення, які спливають на поверхню зварної ванни. Хімічно діючі флюси бувають кислими (борна кислота H3BO3, бура Na2B4O7 . 10H2O, кварцевий пісок SiO2) і основними. Якщо оксиди у ванні розплавленого металу кислі (SiO2, CO2 і інші), то застосовуються основні флюси, а для взаємодії з основними оксидами (FeO,CuO і інші) використовують кислі флюси. У другому випадку флюси розчиняють оксиди металів і утворюють шлаки, які випливають на поверхню розплавленого металу.
При наплавленні частина легуючих компонентів вигорає і їх поповнення відбувається з матеріалу металевого дроту і (або) матеріалу флюсу.
Флюси по складу і способу приготування діляться на:
- плавлені;
- керамічні (неплавлені);
- суміші.
Плавлені флюси отримують славленням вихідних матеріалів (марганцевої руди, кварцевого піску, вапняка, плавикового шпату, магнезиту, диоксиду титану і інших) в електричних і полуменевих печах з наступною грануляцією. Розплавлену масу виливають у воду і таким чином отримують скло- або пемзоподібний флюс у вигляді частинок круглої форми. Плавлені флюси містять стабілізуючі, газо- і шлакоутворюючі компоненті і розкислювачі (оксиди кремнію та марганцю).
Плавлені флюси поділяються на види в залежності від масової долі оксидів кремнію та марганцю. Марганцевисті флюси містять 12% MnO. Низькокремнисті флюси включають < 30%, а висококремнисті > 30% SiO2.
При відновленні широко застосовуються висококремнисті марганцевисті флюси марок АН-348А і ОСЦ-45, які мають у своєму складі 38…44% оксиду марганцю, що забезпечує стійке горіння дуги, добре формування зварних валиків і невелику кількість пор в наплавленому металі. Низькокремнисті безмарганцевисті флюси марок АН-20 і АН-30 зменшують появу гарячих тріщин і пор в наплавленому шарі. Плавлені флюси добре захищають зварну ванну, забезпечують малу схильність до утворення тріщин в покритті, задовільне відокремлення шлакової кірки, але не містять легуючих речовин. Флюси АН-348А, ОСЦ-45, АН-8 застосовують для наплавлення деталей з вуглецевих сталей, а флюси АН-22, АН-26 – для наплавлення деталей з легованих сталей.
Керамічні флюси являють собою механічну суміш легуючих, модифікуючих складових, з’єднаних рідким склом. Флюси отримують змішуванням порошків вихідних матеріалів з додаванням з’вязуючої речовини. Після цього масу подрібнюють на гранули розміром 2…3 мм і висушують. Час висушування матеріалу флюсу 20 хвилин при температурі 200 оС.
Керамічні флюси містять феросплави (ферохром, феромарганець, ферокремній, феротитан), які надають флюсам легуючі властивості. При цьому окремі легуючі речовини виконують і функції розкислювачів. Ці флюси містять до 50% не окислених елементів, що дозволяє активно впливати на металургійні процеси і отримувати метал покриття з необхідними механічними властивостями. Однак легуючі елементи розподілені в об’ємі матеріалу флюсу нерівномірно, що пояснює хімічну і структурну неоднорідність покрить і, як наслідок, їх «плямисту» твердість.
Найбільше поширені для наплавлення деталей керамічні флюси АНК-18, АНК-19, АНК30 і ЖСН-1. Наприклад, склад керамічного флюсу АНК-18 (мас. %) наступний: 6…7 CaCO3, 26…28 CaF2, 26…30 MgO, 17…18 Al2O3, 7…11 SiO2, 2,0…2,5 Na2SO4 або K2O, 5,2…6,5 Cr, 2…2,5 Mn, 0,12…0,20 C, 0,2…0,3 Ti, 1,9…2,0 Al, 0,2…0,3 Si, 3…4 Fe, до 0,15 S і P.
Флюси-суміші отримують змішуванням плавлених і керамічних флюсів або плавлених з феросплавами і графітом. Наприклад, до плавленого флюсу АН-348А добавляють легуючі елементи у виді сріблястого графіту з електродів сталеплавильних печей, феромарнанцю (70…80% Mn і 1,5…2,0% С), ферокремнію (містить 70…80% Si), ферохрому (містить 70…80% Cr) і алюмінієвого порошку. Такі флюси забезпечують отримання гартувальних структур матеріалу без наступної термічної обробки.
Марку електродного матеріалу, як і флюсу, вибирають з врахуванням необхідних фізико-механічних властивостей наплавленого покриття. Застосовують наступні електродні матеріали: дроти суцільного перерізу (вуглецеві, леговані, високолеговані) і порошкові дроти (леговані, високолеговані). Для підвищення продуктивності процесу застосовують також стрічкові електроди з стальної, спеченої, металокерамічної або порошкової стрічки.
Для отримання наплавленого металу заданого хімічного складу і властивостей застосовують легування через електродний дріт і (або) флюс.
При легуванні через дріт наплавлення ведуть високовуглецевим або легованим дротом під плавленим флюсом. При цьому забезпечуються висока точність легування і стабільність хімічного складу наплавленого металу по глибині покриття.
Легування наплавленого металу через флюс виконують наплавленням маловуглецевого дроту під шаром керамічного флюсу. Забезпечується висока твердість, що виключає необхідність наступної термообробки. Однак цей спосіб легування не знайшов широкого використання через велику нерівномірність наплавленого металу по хімічному складу і необхідності ретельно витримувати режими наплавлення.
Комбінований спосіб легування одночасно через дріт і флюс отримав найбільше поширення.
Основні технологічні параметри наплавлення:
- склад електродного матеріалу і флюсу;
- напруга U, сила I і полярність струму;
- швидкість наплавлення vн;
- швидкість подачі електодного матеріалу vд;
- крок наплавлення S;
- зміщення електроду із зеніту e;
- діаметр dе і виліт електроду.
Приклади вибору режимів наплавлення під шаром флюсу циліндричних деталей приведені в таблиці 5.6.
Для наплавлення деталей технологічного обладнання рекомендується напруга 25…40 В. Із збільшенням напруги процес протікає більш стабільно, однак при цьому відбувається інтенсивне вигорання хімічних елементів електроду і зниження твердості наплавленого шару. Крок наплавлення визначається діаметром наплавлюваної деталі, силою струму, діаметром дроту і т.д. При круговому наплавленні крок встановлюється із розрахунку, щоби кожен наступний шов перекривав попередній приблизно на 1/3 ширини. При малому кроці наплавлення погіршується сплавлення шару із основним металом, збільшується число тріщин, зорієнтованих вздовж осі шва. Нерідко шар металу не сплавляється із деталлю. Це пояснюється тим, що кожен наступний валик майже повністю наплавляється на попередній. При більшому кроці наплавлення міцність сплавлення та твердість більші, однак між наплавленими валиками можуть залишатись проміжки – незаплавлені місця.
Таблиця 5.6 - Режими наплавлення під шаром флюсу циліндричних деталей
| D, мм | I, А | U, В | vн, м/хв | vд, м/хв | e, мм | S, мм | h, мм | |
| de=1,2…1,6 мм | de=2,0…2,5 мм | |||||||
| 50…60 | 120…140 | 140…160 | 26…28 | 16…20 | 3,0 | 1,5…2,5 | ||
| 65…75 | 150…170 | 180…220 | 16…28 | 3,5…4,0 | ||||
| 80…100 | 180…200 | 230…280 | 28…30 | 16…30 | 4,0 | 2,0…3,0 | ||
| 150…200 | 230…250 | 300…350 | 30…32 | 16…32 | 5,0 | |||
| 250…300 | 270…300 | 350…380 | 16…35 | 6,0 | ||||
| Умовні позначення: D - діаметр деталі; h - товщина наплавленого шару |
Товщина наплавленого шару залежить в першу чергу від співвідношення швидкостей подачі електродного дроту (vд) і колової швидкості обертання деталі (vн).Чим більша швидкість подачі електродного дроту і менша швидкість обертання деталі, тим товстішим буде наплавлений шар. Із зростанням колової швидкості деталі розміри наплавленого валика при інших рівних умовах зменшуються.
Область застосування механізованого наплавлення під шаром флюсу поширюється на відновлення деталей (діаметром більше 50 мм) з вуглецевих і легованих сталей на які необхідно нанести шар товщиною більше двох міліметрів з високими вимогами до фізико-механічних властивостей. Наплавляють шийки валів, поверхні катків і роликів, напрямні станин і інші елементи.
Механізоване наплавлення під шаром флюсу має наступні переваги:
- підвищена у порівнянні з ручним дуговим наплавленням продуктивність праці у 6…8 разів з одночасним зниженням витрат електроенергії в 2 рази за рахунок більш високого термічного ККД;
- висока якість наплавленого металу завдяки насиченню необхідними легуючими елементами і раціональній організації теплових процесів;
- можливість отримувати покриття товщиною більше двох міліметрів;
- менший розхід присадкового матеріалу в результаті виключення втрат на розбризкування, відсутністю «огарків» і зменшенням вигорання металу;
- покращені умови праці робітників-зварників за рахунок механізації процесу і відсутності відкритої дуги.
Недоліками процесу є:
- великий вклад тепла в матеріал деталі, що збільшує зону термічного впливу і змінює результати попередньої термічної обробки. Після наплавлення звичайно проводять наступну термічну обробку, хоча застосування керамічного флюсу може її виключити;
- трудність утримування ванни розплавленого металу на поверхні циліндричної деталі і необхідність видалення шлакової кірки. По першій причині деталі діаметром < 50 мм під шаром флюсу не наплавляють;
- зменшення втомної міцності деталей на 20…40% за рахунок залишкових напружень, пористості і структурної неоднорідності;
- поява при завантаженні флюсу в бункер і його просіюванні після використання силікатного пилу, шкідливого для людини.








