 2015-07-14
2015-07-14 1890
1890Некоторые характеристики качества сварного шва прямо или косвенно зависят от свойств источника. Таковы количественные — глубина провара, ширина шва, высота усиления и качественные характеристики — подрезы, включения, чешуйчатость. При низких надежности зажигания и устойчивости процесса дуга горит с частыми и длительными перерывами, в результате образуется неровный шов с непроварами, перетяжками и включениями окислов и шлака. Например, при сварке электродами с фтористо-кальциевым покрытием обрыв дуги длительностью более 0,3 с уже приводит к образованию пор в шве. При устойчивом, но нестабильном процессе дефекты формы не столь значительны, но все же заметны. Они обнаруживаются при отклонении тока и напряжения длительностью более 1 с. Приемы повышения устойчивости и стабильности режимов сварки рассмотрены выше, поэтому в данном разделе подробно рассматривается как раз противоположная проблема — программного изменения параметров режима с целью управления размерами шва.
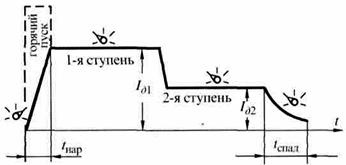
Рисунок. 5.19 – Циклограмма процесса дуговой сварки
Программное управление отдельными стадиями процесса сварки (рисунок. 5.19) предполагает задание длительности нарастания тока t нар в начале и длительности спада t спад в конце сварки. Плавное нарастание тока в начале бывает полезно при механизированной сварке тонкого металла, чтобы предотвратить начальный прожог при медленном трогании сварочного аппарата. Плавное снижение тока в конце сварки используется особенно широко с целью постепенного заполнения кратера шва при механизированной сварке неплавящимся электродом. Иногда в источнике заранее настраивают два (I д1, I д2) или более различных режимов, с тем чтобы в процессе сварки быстро перейти от одной ступени к другой. Такая необходимость возникает при изготовлении изделий из заготовок разных толщин и сварке в различных пространственных положениях. Иногда циклограмму, т.е. график программного управления, наносят непосредственно на пульте источника, располагая регуляторы тока и времени вблизи от соответствующих участков циклограммы, что существенно облегчает настройку (см. рисунок. 5.19).
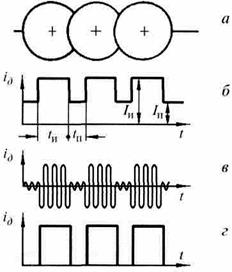
Рисунок. 5.20 – Схема формирования шва (а) и осциллограммы тока (б, в, г) при сварке пульсирующей дугой
Сварка пульсирующей дугой рекомендуется для соединения деталей малой толщины при использовании покрытых и неплавящихся электродов. В отличие от импульсно-дуговой сварки с управляемым переносом здесь импульсы имеют вид, позволяющий управлять формированием шва на весу (рисунок. 5.20, б). За время импульса t и на изделии образуется круглая ванночка небольших размеров, металл которой в течении паузы I п успевает закристаллизоваться. Параметры импульса — ток I и и время t и — подбираются так, чтобы обеспечить полное проплавление без прожога изделия, а параметры паузы — в основном время I п — так, чтобы гарантировать перекрытие ванночек для получения сплошного шва (рисунок. 5.20, а). Ток паузы I п необходим только для поддержания межэлектродного промежутка в ионизированном состоянии с целью повышения устойчивости пульсирующей дуги, иногда он может и вообще отсутствовать (рисунок. 5.20, г). Пульсирующая дуга может питаться и от источника переменного тока (рисунок. 5.20, в).
Кроме сварки тонкого металла, пульсирующая дуга используется также при выполнении вертикальных и потолочных швов, где четкое дозирование энергии предотвращает стекание сварочной ванны.








