 2015-07-14
2015-07-14 6454
6454Автоматическое регулирование — процесс, при котором обеспечивается поддержание заданного значения регулируемого параметра с помощью специального регулятора благодаря действию обратных связей. Автоматические регуляторы в составе источников обычно предназначены для стабилизации их тока или напряжения.
Стабилизированный источник с обратной связью по силе сварочного тока показан на рисунок. 5.15, а. С датчика тока, например, шунта RS, снимается сигнал обратной связи в виде напряжения U дт, пропорционального силе тока (U дт= I д R). Этот сигнал сопоставляется в устройстве сравнения УС с сигналом задания U зт, пропорциональным необходимому току, и разность двух сигналов воздействует на напряжение холостого хода U 0 или сопротивление источника Z и, а поэтому и на фактическое значение силы тока I д. Например, при уменьшении сетевого напряжения естественное снижение напряжения холостого хода U 0 должно привести к пропорциональному уменьшению силы тока I д. Однако при этом вступает в действие отрицательная обратная связь по току, т.е. снижается сигнал датчика U дт и увеличивается разностный сигнал U зт- U дт регулятора источника, что приведет к увеличению напряжения холостого хода и тока, точнее, к их восстановлению на заданном уровне:

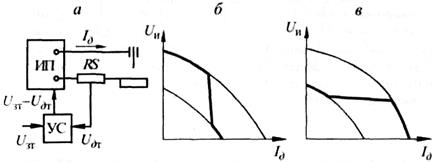
Рисунок. 5.15 – Блок-схема системы стабилизации сварочного тока (а) и внешние характеристики источников со стабилизацией тока (б) и напряжения (в)
Ток стабилизируется и при других возмущениях, например, колебаниях длины дуги или сопротивления источника. Таким образом, из естественных, подверженных колебаниям внешних характеристик источника можно получить почти вертикальные стабилизированные характеристики (рисунок. 5.15, б). Подобным образом при введении обратной связи по напряжению можно получить жесткие характеристики (рисунок. 5.15, в).
Стабилизация электрических параметров режима — тока и напряжения — может осуществляться не только в источнике, но и с помощью систем автоматического регулирования дуги, реализованных в приводах подачи электрода. Их основное назначение — поддержание непрерывного горения дуги, но это как раз достигается благодаря стабилизации тока и напряжения. Наибольшее применение нашли система саморегулирования (АРДС) и система автоматического регулирования напряжения дуги (АРНД).
Саморегулирование повышает запас устойчивости системы «источник-дуга», а при возмущении по длине дуги делает систему астатической, т.е. гарантирует после отработки возмущения полное восстановление длины дуги, а также ее напряжения и тока.
Успешно, хотя и со статической ошибкой, отрабатываются и другие возмущения — по напряжению сети, по скорости подачи проволоки и т.д. В системе АРДС отсутствует автоматический регулятор, но и сварщик в отличие от ручной сварки не может оказать корректирующее воздействие на процесс при появлении возмущения, следовательно, поддержание непрерывного горения дуги обеспечивается за счет специфических свойств элементов, входящих в систему.
Саморегулирование — это способность энергетической системы «источник-аппарат-дуга» без специального регулятора восстанавливать дуговой промежуток вследствие изменения скорости плавления электрода, т.е. поддерживать устойчивое горение дуги при умеренных возмущениях.
Система автоматического регулирования напряжения с воздействием на скорость подачи электродной проволоки показана на рисунок. 5.16. Здесь напряжение дуги U d с помощью устройства сравнения УС сопоставляется с заданным напряжением U зн, сформированным в задатчике напряжения ЗН. Разность U д- U зн через усилитель У подается на якорь двигателя исполнительного механизма ИМ, который с помощью редуктора Р и подающего ролика перемещает проволоку.
Проанализируем принцип действия системы АРНД при возмущении по длине дуги U д. Например, при укорочении дуги снизится ее напряжение U д, что приведет к снижению скорости подачи проволоки V п и, следовательно, удлинению дуги, т.е. восстановлению дугового промежутка:

Система автоматического регулирования напряжения дуги обеспечивает устойчивое ее горение благодаря изменению скорости подачи электрода с целью восстановления дугового промежутка при умеренных возмущениях.
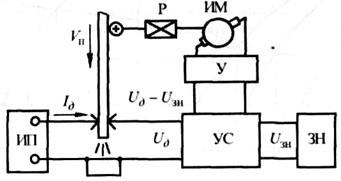
Рисунок. 5.16 – Блок-схема системы автоматического регулирования напряжения дуги

