 2015-07-14
2015-07-14 3288
3288При изготовлении толстостенных сосудов (свыше 40 мм) широко используют электрошлаковую сварку, обеспечивающую надежное проплавление всего сечения за один проход. Продольные швы толстостенных обечаек, как правило, выполняют электрошлаковой сваркой. В зависимости от размеров сосуда листовую заготовку гнут в нагретом состоянии вдоль длинной или вдоль короткой кромки листа. В первом случае обечайка получается длинной и меньше число кольцевых швов в сосуде. Однако для сосудов большого диаметра длина короткой кромки листа может оказаться недостаточной, тогда обечайку составляют из двух корыт с двумя продольными швами. Во втором случае обечайка получается более короткой, но с одним продольным швом. Второй прием представляется менее целесообразным, так как кольцевые швы более трудоемки по сравнению с продольными. Обечайку с одним продольным швом можно получить вальцовкой. Лист после обрезки нагревают до 1000–1050°С и вальцуют до замыкания стыка, оставляя недовальцованными плоские участки шириной 100–150 мм (рисунок 118). После остывания обечайки стык закрепляют приваркой скоб 1 и тепловой резкой вырезают зазор 2 под электрошлаковую сварку.
























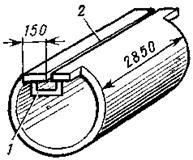
Рисунок 118 – Свальцованная обечайка с одним продольным стыком
Методом вальцовки трудно получить обечайки длиной более 3500 мм и толщиной стенок более 100 мм. Гибка на мощном прессе таких ограничений не имеет, особенно если обечайка образуется из двух корыт. Сборку обечайки под электрошлаковую сварку в этом случае (рисунок 119) выполняют с помощью скоб, постоянства зазора в стыке достигают постановкой прокладок, удаляемых перед сваркой. После приварки выходных планок и кармана для наведения шлаковой ванны собранную под сварку обечайку устанавливают вертикально. Если обечайка имеет два продольных шва, их целесообразно выполнять одновременно двумя сварочными аппаратами.
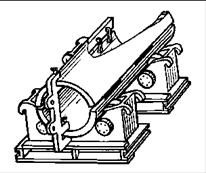
Рисунок 119 – Сборка обечайки с двумя продольными стыками
При сварке гнутых под прессом корыт обечайка получается достаточно правильной цилиндрической формы и последующая калибровка необязательна. Напротив, обечайки, получаемые вальцовкой, требуют, как привило, правки. Калибровку производят при температуре 1000—1050°С, и при охлаждении обечайки на воздухе она одновременно проходит процесс нормализации.
Кольцевые швы выполняют многослойными сваркой под флюсом или электрошлаковой сваркой в один проход. Полное проплавление при многослойной сварке обеспечивают укладкой в разделку нескольких подварочных слоев 1 с внешней стороны (рисунок 120), зачисткой корня шва с помощью пневматического зубила или резака и наложением внутреннего подварочного шва 2. После этого производят многослойное заполнение внешней разделки 3.
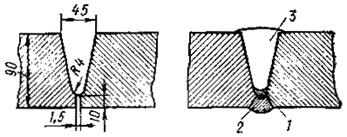
Рисунок 120 – Форма разделки кольцевого стыка под многослойную сварку
Сборка кольцевого шва под электрошлаковую сварку должна быть достаточно точной, так как местная депланация криволинейных кромок свыше 3 мм может привести к нарушению уплотнения и вытеканию шлаковой ванны. Поэтому перед сборкой обычно внешнюю и внутреннюю поверхности каждой из обечаек протачивают на ширину 70—100 мм от торца (рисунок 121).
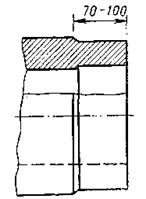
Рисунок 121 – Обработка торцов обечайки
Так же осуществляют подготовку стыка обечайки с днищем. Собирают стыке помощью планок, которые устанавливают «на ребро» поперек кольцевого шва и приваривают к поверхности обечаек. Если в качестве внутреннего формирующего устройства используют медные охлаждаемые подкладки, изогнутые по радиусу свариваемого изделия, то внутри обечайки дополнительно устанавливают скобы временного крепления. Подкладки 1 (рисунок 122) заводят в отверстия скоб 2 и закрепляют клиньями 3 или винтовыми прижимами.
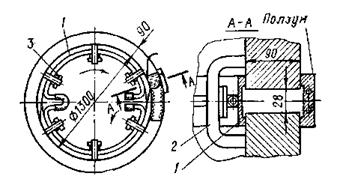
Рисунок 122 – Кольцевой стык, собранный под электрошлаковую сварку
Электрошлаковую сварку кольцевого шва начинают на вспомогательной пластинке, вваренной в зазоре стыка (рисунок 123, а). После заварки примерно половины окружности стыка (рисунок 123, б) сварщик резаком удаляет из зазора начало шва до полного устранения непровара и придает торцу шва наклонный срез, облегчающий выполнение замыкания шва (замка) (рисунок 123, в). Усадочную раковину либо выводят в специальный прилив в наружном ползуне или в медный кокиль, либо выплавляют и заваривают вручную.
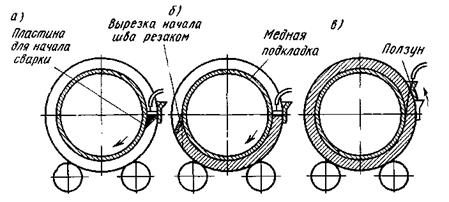
Рисунок 123 – Схема электрошлаковой сварки кольцевых швов








