 2015-07-14
2015-07-14 461
461Припуск - слой материала, удаляемый в процессе механической обработки заготовки для достижения требуемой точности и качества обрабатываемой поверхности.
Правильно выбранный припуск обеспечивает:
– устойчивую работу оборудования при достижении высокого качества продукции;
– минимальную себестоимость продукции.
В машиностроении применяют два метода определения припуска:
1) опытно-статистический;
2) расчетно-аналитический.
Литье под давлением εз=100мкм
Глубина дефектного слоя отливки h=0

Черновое фрезерование

Чистовое фрезерование

Припуск на обработку равен z=920+262,5=1182,5мкм.
Таблица 1.6 – таблица припусков
| Переходы | Элементы припуска, мкм | Расчетный прип. Zi min, мкм | Расчетный размер, мкм | допуски, di, мкм | Предельные размеры, мкм | Предельные значения, мкм | ||||||
| Rzi-1 | hi-1 | ri-1 | ei | наибольший | наименьший | Zmax | Z min | |||||
| Плоскость 19,94 заготовке | - | - | - | - | - | - | ||||||
| Плоскость 18,96 (-0.33) Черновое фрезерование | 18,795 | 18,96 | 18,73 | |||||||||
| Плоскость 18,7Н12 (-0,21) Чистовое фрезерование | 12,5 | 262,5 | 18,595 | 18,7 | 18,49 | 262,5 |
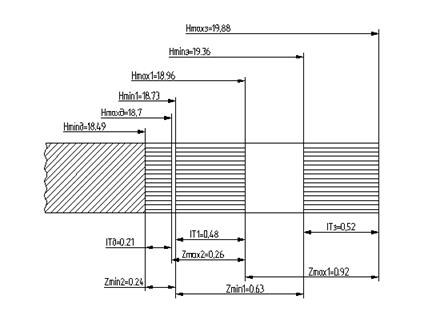
Рисунок 1.13 – карта припусков.








