 2015-07-14
2015-07-14 619
619На основе анализа технических требований к детали и условий ее эксплуатации принимаются технологические базы для всех операций при механической ее обработке.
Отбор требований точности.
Цель: выявить размеры и требования положения поверхностей, к которым предъявляется высокая точность и которые можно обеспечить лишь за счёт системы базирования.
Наибольшее внимание надо уделять связям. Связи бывают трёх видов:
1. Отклонение от соосности отверстия Ø24К7 относительно отверстия Ø24К7 не более 0,05 мм.
2. Смешанная связь: между наружной поверхности Ø30 и внутренней поверхности Ø21.
Анализ обеспечения требований точности.
Отклонение от соосности отверстия Ø24К7 относительно отверстия Ø24К7 не более 0,05 мм.
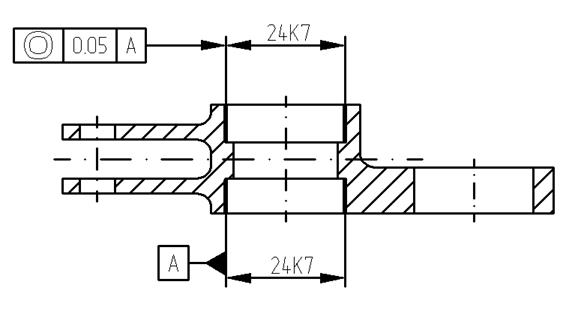
Рисунок 1.6 – Требование точности
Рассмотрим несколько вариантов требования точности
Различают следующие требования точности:
1. Обработка за один установ
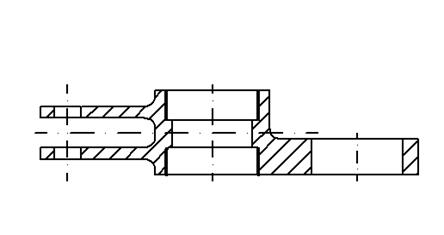
Рисунок 1.7 – Вариант обработки 1
Достижение точности за один установ экономически нецелесообразно и технически невозможно.
2. Обработка по принципу совмещения баз (2 вар.)
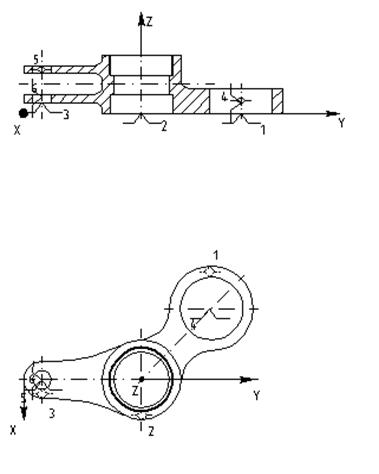
Рисунок 1.8 – Вариант обработки 2
Точка 1 – лишает перемещения вдоль оси Z, с=∆
Точка 2 – лишает поворота вокруг оси Y, 
Точка 3 – лишает поворота вокруг оси X, 
Точка 4 – лишает перемещения вдоль оси X, a=∆1
Точка 5 – лишает поворота вокруг оси Z, 
Точка 6 – лишает перемещения вдоль оси Y, a=∆2
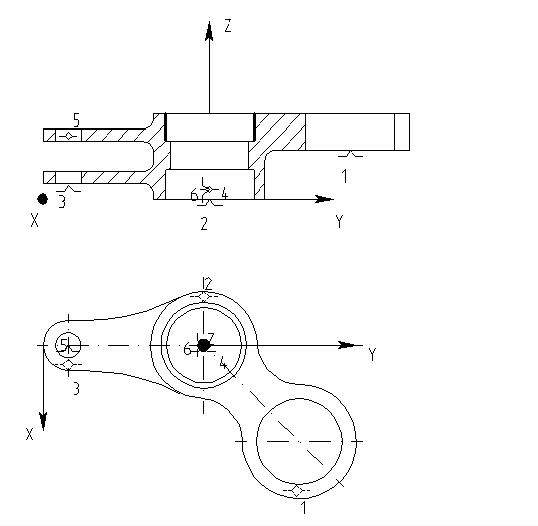
Рисунок 1.9 – Вариант обработки 3
Точка 1 – лишает перемещения вдоль оси Z, с=∆
Точка 2 – лишает поворота вокруг оси Y, 
Точка 3 – лишает поворота вокруг оси X,
Точка 4 – лишает перемещения вдоль оси X, a=∆1
Точка 5 – лишает поворота вокруг оси Z, 
Точка 6 – лишает перемещения вдоль оси Y, a=∆2
3. Обработка по принципу постоянства баз
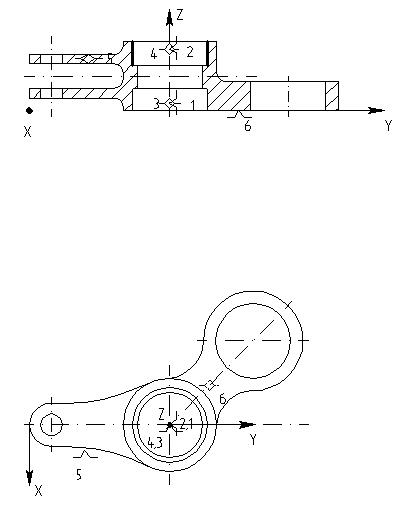
Рисунок 1.10 – принцип постоянства баз а)
Точка 1 – лишает перемещения вдоль оси Y, b=∆2
Точка 2 – лишает поворота вокруг оси X, 
Точка 3 – лишает перемещения вдоль оси X, a=∆1
Точка 4 – лишает поворота вокруг оси Y, 
Точка 5 – лишает поворота вокруг оси Z, 
Точка 6 – лишает перемещения вдоль оси Z, с=1,41∆3
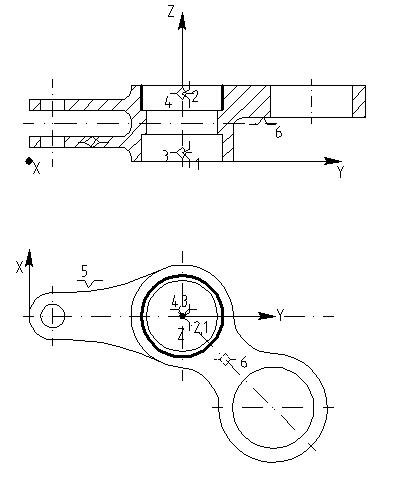
Рисунок 1.11 – принцип постоянства баз а)
Точка 1 – лишает перемещения вдоль оси Y, b=∆2
Точка 2 – лишает поворота вокруг оси X,
Точка 3 – лишает перемещения вдоль оси X, a=∆1
Точка 4 – лишает поворота вокруг оси Y,
Точка 5 – лишает поворота вокруг оси Z,
Точка 6 – лишает перемещения вдоль оси Z, с=1,41∆3
Таблица 1.4 Сравнение вариантов обеспечения точности при выборе технологических баз
| Принципы базирования | Номер варианта | Кол-во операций, обеспечивающих точность | Характер погрешностей | Точность, простота приспособления | |||||
| Опорные точки по вариантам | |||||||||
| с | tgα | tgβ | b | tgγ | а | ||||
| Одна операция Один установ | Одна | ― | |||||||
| Совмещения баз | Одна | 1+2 | |||||||
| Δ | Δ/30 | Δ/76 | Δ | Δ/76 | Δ | ||||
| Совмещения баз | Одна | 2+4 | |||||||
| Δ | Δ/15 | Δ/76 | Δ | Δ/36 | Δ | ||||
| Постоянства баз | Одна | 5+1 | |||||||
| Δ | Δ/22 | Δ/22 | Δ | Δ/30 | Δ | ||||
| Вторая | |||||||||
| Δ | Δ/22 | Δ/22 | Δ | Δ/30 | Δ | ||||
| Σ | 1,41Δ | 1,41Δ/22 | 1,41Δ/22 | 1,41Δ | 1,41Δ/30 | 1,41Δ |
Вывод. Из таблицы 2.4.1 следует, что лучший вариант 2,так как обеспечивает высокую точность базирования (первое место) и удобные, устойчивые базовые поверхности (второе место).








