 2015-07-14
2015-07-14 1671
1671| Матеріал основи | Видільна здатність, мкм | Роздільна здатність, лін/см | Формат, MM | Тиражостійкість, тис. відб. | Вартість, ум. од. |
| Папір | 40—50 | до 32—44 | ДО524x405 | 1—10 | 0,55-2,70 |
| Синтетична (поліефірна) | 12—14 | до 70 | до 524x405* | 10—25 | 2,3—9,0 |
| Металева (алюміній) | 4—8 | і вище | без обмежень | 50—500 | 2,4—11 |
*При виготовленні друкарських форм на поліефірній основі у спеціальних експонувальних установках для виготовлення фото- та друкарських форм формат може бути довільним.
Розділ З
 Розглянемо основні варіанти виготовлення офсетних друкарських форм за допомогою технології «computer-to-plate».
Розглянемо основні варіанти виготовлення офсетних друкарських форм за допомогою технології «computer-to-plate».
Виготовлення офсетних друкарських форм з використанням формних матеріалів (на алюмінієвій основі) з фото-термозатверджувальним шаром і лазерним записом зображення бачимо на рис. 3.44, де: / — будова пластини; // — насвітлення лазерним променем; /// — термообробка та проявлення; / — алюмінієва основа; 2 — фотополіме-ризаційноздатний шар; 3 — захисний шар; 4 — друкарські елементи; 5 — пробільні елементи. Якість отриманих форм аналогічна класичному способу виготовлення. Тиражо-стійкість більше 150 тис. відб.
Рис. 3.44.
Схема виготовлення
офсетних друкарських
форм на пластині
з фототермозатверд-
жувальним шаром
| / | і— з | |||
| 9 1 | ||||
| II | 1 1 1 | |||
| • і і і | ||||
| III | ||||
Виготовлення офсетних друкарських форм з використанням формних матеріалів (на алюмінієвій основі) з фотозатверджувальним шаром і лазерним записом зображення бачимо на рис. 3.45, де: / — будова пластини;
Рис 3.45.
Схема виготовлення офсетних друкарських форм на пластині з фотозатверджувальним шаром
| І II III | ч | |||
| 1 11 1 | ||||
| 1 1 і 1 | ||||
| ______ 4 | У5 | |||
ВИГОТОВЛЕННЯ ДРУКАРСЬКИХ ФОРМ
 // — насвітлення лазерним променем; /// — проявлення; / — алюмінієва основа; 2 — фотозатверджувальний шар; З — захисний шар; 4 — друкарські елементи; 5 — пробільні елементи. Якість і тиражостійкість отриманих форм аналогічна до попереднього способу.
// — насвітлення лазерним променем; /// — проявлення; / — алюмінієва основа; 2 — фотозатверджувальний шар; З — захисний шар; 4 — друкарські елементи; 5 — пробільні елементи. Якість і тиражостійкість отриманих форм аналогічна до попереднього способу.
Виготовлення офсетних друкарських форм з використанням формних матеріалів (на алюмінієвій основі) зі срібломістким шаром, який утворює зображення-маску (при лазерному записі зображення), через яку відбувається експонування (засвітка) формної пластини бачимо на рис. 3.46, а, де: / — експонування малопотужним лазерним променем; // — проявлення та фіксування фотозображення маски; /// — УФ-засвічування; IV — видалення фотографічного (срібломісткого шару); V — проявлення фоторозкладально-го шару; / — алюмінієва основа; 2 — фоторозкладальний шар; 3 — срібломісткий фотошар; 4 — друкарські елементи; 5 — пробільні елементи. Якість і тиражостійкість отриманих форм аналогічна класичному способу виготовлення.
Виготовлення офсетних друкарських форм з використанням формних матеріалів із срібломістким шаром, на
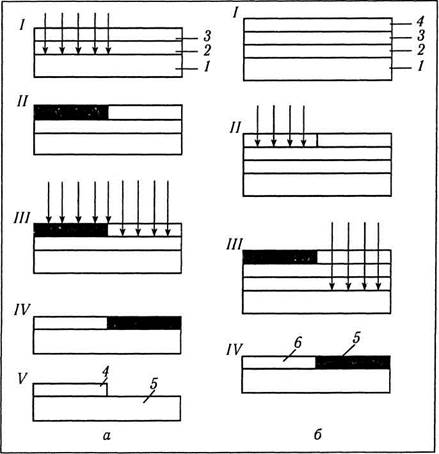 |
Рис. 3.46.
Схема виготовлення офсетних друкарських форм на пластині із:
а) срібловмістким та
фоторозкладальним
шарами;
б) фотодифузійним
шаром
Розділ З
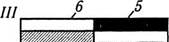
 який здійснюється лазерний запис зображення та відтворюються дифузійні процеси бачимо на рис. 3.46, б, де: / — будова пластини; // — експонування лазерним променем; /// — проявлення та дифузія галогенідів срібла до відновленого шару; IV — видалення запірного та фотографічного шарів; / — алюмінієва основа; 2 — відновний шар; З — запірний шар; 4 — фотографічний шар (желати-на з галогенідами сріла); 5 — друкарські елементи; 6 — пробільні елементи. Якість форм на алюмінієвій основі аналогічна класичному способу виготовлення, а ти-ражостіикість становить приблизно 100 тис. відбитків. Форми на поліефірній основі витримують тираж 10—20 тис. відбитків (залежно від товщини основи). Форми на паперовій основі витримують тиражі до 10 тис. відбитків.
який здійснюється лазерний запис зображення та відтворюються дифузійні процеси бачимо на рис. 3.46, б, де: / — будова пластини; // — експонування лазерним променем; /// — проявлення та дифузія галогенідів срібла до відновленого шару; IV — видалення запірного та фотографічного шарів; / — алюмінієва основа; 2 — відновний шар; З — запірний шар; 4 — фотографічний шар (желати-на з галогенідами сріла); 5 — друкарські елементи; 6 — пробільні елементи. Якість форм на алюмінієвій основі аналогічна класичному способу виготовлення, а ти-ражостіикість становить приблизно 100 тис. відбитків. Форми на поліефірній основі витримують тираж 10—20 тис. відбитків (залежно від товщини основи). Форми на паперовій основі витримують тиражі до 10 тис. відбитків.
Виготовлення офсетних друкарських форм з використанням формних пластин з фотопровідними шарами, лазерним записом зображення та проявленням за допомогою рідкого чи сухого тонера (принцип електрофотографії, що використовується у лазерному принтері) бачимо на рис. 3.47, де: / — будова пластини; // — електростатичне
Рис. 3.47.
Схема виготовлення
офсетних друкарських
форм на пластині
із фотопровідним
шаром
| / | ||
| — 2 — 3 | ||
| // | ||
| + + + + + + + + + | ||
| III! | ||
| 1 + 4* + + | ||
| IV | ||
| І + + + + | ^ 4 | |
| V | ||
| VI | ||
ВИГОТОВЛЕННЯ ДРУКАРСЬКИХ ФОРМ
 зарядження поверхні пластини; /// — насвітлення лазерним променем; IV — проявлення тонером; V — термо-закріплення тонера; VI — видалення фотопровідного шару; / — алюмінієва основа; 2 — фотопровідний шар; З — проявний тонер; 4 — друкарські елементи; 5 — пробільні елементи. Якість форм на алюмінієвій основі, при проявленні порошковим тонером, є невисокою, тому їх рекомендують для однофарбової газетної продукції, тиражем до 100 тис. відбитків. Якість форм на поліефірній та паперовій основах, при проявленні рідким тонером, є кращою, а тому їх рекомендують для багатокольорового друку, тиражем від 1 до 10 тис. відбитків.
зарядження поверхні пластини; /// — насвітлення лазерним променем; IV — проявлення тонером; V — термо-закріплення тонера; VI — видалення фотопровідного шару; / — алюмінієва основа; 2 — фотопровідний шар; З — проявний тонер; 4 — друкарські елементи; 5 — пробільні елементи. Якість форм на алюмінієвій основі, при проявленні порошковим тонером, є невисокою, тому їх рекомендують для однофарбової газетної продукції, тиражем до 100 тис. відбитків. Якість форм на поліефірній та паперовій основах, при проявленні рідким тонером, є кращою, а тому їх рекомендують для багатокольорового друку, тиражем від 1 до 10 тис. відбитків.
Виготовлення офсетних друкарських форм експонуванням потужним лазерним променем. При цьому можливим є використання або спеціальних формних пластин для лазерного гравіювання, або звичайних монометалевих попередньоочутливлених формних пластин, що використовуються при класичному способі, як ми це бачимо на рис. 3.48, де: / — будова пластини; // — експонування (гравіювання) потужним лазером; /// — готова форма; / — алюмінієва основа; 2 — копіювальний шар; З — друкарські елементи; 4 — пробільні елементи. Якість і тиражостійкість отриманих форм аналогічна класичному способу виготовлення.
| / | ||||
| — 2 — 1 | ||||
| // | III | II | ||
| III | ^3 | |||
Рис. 3.48.
Схема виготовлення офсетних друкарських форм за допомогою потужного лазера
Виготовлення офсетних друкарських форм нанесенням на звичайну монометалевих попередньоочутливлених формних пластин зображення-маски струменевим друком з подальшими експонуванням (засвіткою) та обробкою за класичною схемою бачимо на рис. 3.49, де: / — будова пластини; //—нанесення зображення-маски
Розділ З
 струминним друком; /// — УФ-засвітка; IV — видалення адгезійного шару з зображенням-маскою; V — появлення фоторозкладного шару; / — алюмінієва основа; 2 — адгезій-ний шар із розчинним у воді полімером; 3 — зображення-маска; 4 — друкарські елементи; 5 — пробільні елементи. Тиражостіикість і якість отриманих форм аналогічна класичному способу виготовлення, але невисока роздільна здатність струменевого друку обмежує репродукційно-графічні показники отриманих форм. Роздільна здатність таких форм не перевищує 24—ЗО лін/см.
струминним друком; /// — УФ-засвітка; IV — видалення адгезійного шару з зображенням-маскою; V — появлення фоторозкладного шару; / — алюмінієва основа; 2 — адгезій-ний шар із розчинним у воді полімером; 3 — зображення-маска; 4 — друкарські елементи; 5 — пробільні елементи. Тиражостіикість і якість отриманих форм аналогічна класичному способу виготовлення, але невисока роздільна здатність струменевого друку обмежує репродукційно-графічні показники отриманих форм. Роздільна здатність таких форм не перевищує 24—ЗО лін/см.
Рис. 3.49.
Схема виготовлення
офсетних друкарських
форм за допомогою
зображення-маски,
створеної струминним
друком
4
__ /



 ПІ
ПІ
штттш
IV
V
 Виготовлення офсетних друкарських форм з використанням формних матеріалів (на паперовій основі) з утворенням зображення за допомогою звичайного лазерного або струменевого принтера та спеціальної обробки. Тиражостіикість отриманих форм становить 500—2000 відбитків. Якість та особливості виготовлених форм аналогічні розглянутим при отриманні фотоформ на принтерах. Застосовується при друкуванні простих текстових та ілюстрованих чорно-білих або багатоколірних (без точного суміщення) зображень.
Виготовлення офсетних друкарських форм з використанням формних матеріалів (на паперовій основі) з утворенням зображення за допомогою звичайного лазерного або струменевого принтера та спеціальної обробки. Тиражостіикість отриманих форм становить 500—2000 відбитків. Якість та особливості виготовлених форм аналогічні розглянутим при отриманні фотоформ на принтерах. Застосовується при друкуванні простих текстових та ілюстрованих чорно-білих або багатоколірних (без точного суміщення) зображень.
ВИГОТОВЛЕННЯ ДРУКАРСЬКИХ ФОРМ__________________________________ 159
Вибір того чи іншого варіанту технології «computer-to-plate» передусім грунтується на вимогах до якості продукції, її тиражності, фінансових та організаційних можливостях друкарні та означає вибір того чи іншого формного матеріалу і відповідного до них обладнання.
Короткий інтервал між появою технологій «computer-to-plate» та «computer-to-plate» обумовив впровадження у розроблених насвітлювачах можливості до експонування срібломістких формних пластин на поліефірній основі.
Зараз знайшли також широке застосування і так звані проекційні способи отримання офсетних друкарських форм, які можна вважати проміжним етапом між класичною технологією і технологією «computer-to-plate». їх суть полягає у проекційному експонуванні оригінал-макета на спеціальний формний матеріал, що усуває потребу в дорогих вивідних пристроях для отримання фотоформ чи друкарських форм та одночасно дає можливість скористатись перевагами скорочених технологічних процесів («computer-to-plate»).
Як оригінал-макет застосовують виключно чорно-білі зображення (штрихові або попередньо растровані), представлені замовником чи підготовлені засобами КВС і роз-друковані на принтері (лазерному, струменевому тощо).
Залежно від суті формного процесу розрізняють два варіанти виготовлення форм: виготовлення офсетних друкарських форм на срібломістких формних матеріалах
3 проекційним експонуванням зображення та обробкою,
що грунтується на вибірковості дифузійних процесів, як
це показано на рис. 3.50, де: а) дволистова система: / —
будова пластини; // — проекційне експонування зображен
ня; /// — проявлення та дифузія при контакті пластин
невідновленого галогеніду срібла до приймального шару;
IV — готова форма; / — підкладка; 2 — фотографічний
(галогеносрібний) шар; 3 — алюмінієва основа форми;
4 — приймальний відновний шар; 5 — друкарські елемен
ти; 6 — пробільні елементи; б) однолистова система:
/ — проекційне експонування зображення; /// — прояв
лення у лужному середовищі та дифузія проявної речови
ни до гідрофільного відновного шару; /// — готова форма;
/ — основа форми; 2 — желатиновий шар з проявником;
3 — фотографічний шар (желатина з галогенідами срібла);
4 — гідрофільний відновний шар; 5 — друкарські елемен
ти; 6 — пробільні елементи. Застосовуються формні мате
ріали одно- та дволистові. З однолистових матеріалів на
алюмінієвій основі отримують форми з тиражостійкістю до
Розділ З
 50 тис. відбитків і роздільною здатністю до 54 лін/см. З дволистових отримують форми на паперовій або на синтетичній основі з тиражостійкістю від 1 до 20 тис. відбитків.
50 тис. відбитків і роздільною здатністю до 54 лін/см. З дволистових отримують форми на паперовій або на синтетичній основі з тиражостійкістю від 1 до 20 тис. відбитків.
| IV |
 Рис. 3.50.
Рис. 3.50.
Виготовлення
офсетних друкарських
форм
на срібломістких
формних матеріалах
з проекційним
експонуванням
зображення
та обробкою,
що грунтується
на вибірковості
дифузійних процесів
II
Ші
ШШШШМ ':>-■•
а
— Л
-з
 ■-/
■-/
 шжшшж.
шжшшж.
-4
 -з
-з
-З
 ш
ш

 ШШШШГ-
ШШШШГ-
II
| і > | ||||


 б
б
 Виготовлення офсетних друкарських форм на основі формного матеріалу з фотопровідним шаром з зарядженням» проекційним експонуванням зображення та обробкою за принципами електрофотографії (рис. 3.47). Такий спосіб є подібним до розглянутого способу технології «computer-to-plate» і використовує аналогічні формні матеріали.
Виготовлення офсетних друкарських форм на основі формного матеріалу з фотопровідним шаром з зарядженням» проекційним експонуванням зображення та обробкою за принципами електрофотографії (рис. 3.47). Такий спосіб є подібним до розглянутого способу технології «computer-to-plate» і використовує аналогічні формні матеріали.
Процес виготовлення форм за наведеними способами відбувається, як правило, в одному спеціалізованому пристрої, де проходить і проекційне експонування, і автоматична
ВИГОТОВЛЕННЯ ДРУКАРСЬКИХ ФОРМ__________________________________ 161
обробка. Якість друкованої продукції з форм, що виготовлені за проекційними способами, обмежується якістю використаного оригінал-макета, а тому з таких форм друкують головним чином одноколірну, переважно текстову продукцію, або малоілюстровану з простими та груборастро-вими зображеннями.
Література:
1. Байдак О. Методика контролю формного та друкарсько
го процесів // Друкарство. — 1999. — № 2. — С. 42—45.
2. Вдовин В., Сулакова Л., Маркова Е. Оценка качества
копировального процесса // Полиграфия. — 1998. — № 5. —
С. 36—39.
3. Гиленсон П. Г. Справочник художественного и техни-
ческого редакторов. — М.: Книга, 1988. — 528 с.
4. Калибабчук В. А., Сулакова Л. И. Печатньїе формьі на
основе светочувствительньїх диазосоединений. — К.: Техника,
1981. — 88 с.
5. Лабпнский В. С, Розум О. Ф. Печатающие и пробель-
ньіе злементьі форм офсетной плоской печати. — К.: Реклама,
1989. — 28 с.
6. Лапатухин В. С, Попова Л. Л. Офсетньш способ печа
ти в газетном производстве. — М.: Книга, 1971. — 96 с.
7. Марогулова #., Стефанов С. Расходньїе материали для
офсетной печати. — М.: Русский университет, 2002. — 240 с.
8. Матвеева Р. В., Трубникова Г. Г., Шифрина Д. А. Осно-
вьі полиграфического производства: Учебник. — М.: Книга,
1994. — 320 с.
9. Мережко M.f Сичуеов О. Напрямки розвитку формних
процесів // Друкарство. — 2001. — № 3. — С. 64—67.
10. Мельнічук С. І., Ярема С. М. Офсетний друк: Навч.
посібн.: У 2-х кн.: Кн. 1: Технологія та обладнання додрукар
ських процесів. — К.: УкрНДІ СВД: ХаГар, 2000. — 467 с.
11. Никанчикова Е. А., Попова А. Л. Технология офсетного
производства: Учебн. пособ.: В 2-х ч.: Ч. І: Изготовление печат-
ньіх форм. — М.: Книга, 1978. — 368 с.
12. Нормативньїе материальї по издательскому делу: Спра
вочник / Сост. В. А. Маркус. — М.: Книга, 1987. — 48Q с.
13. Пашу ля П. Л. Основи метрології, стандартизації
і сертифікації: Якість у поліграфії: Навч. посібн. — К.: ІЗМН,
1997. — 288 с.
14. Практика фальцовки: От спуска полос до готовой про-
дукции: Фальцевальньїе системи Heidelberg Finishing: Учеб.
пособие / Карпенко В. С, Шостачук Ю. А., Сьісюк В. Г.
и др. — К.: Техника, 2001. — 240 с.








