 2015-07-21
2015-07-21 587
587Оценка шероховатости поверхности в данной работе производится по параметру Rz – высоте неровностей профиля по десяти точкам. Rz – сумма средних абсолютных значений высот пяти наибольших выступов профиля и глубин пяти наибольших впадин профиля в пределах базовой длины (рис.5)
 ,
,
где  - высота
- высота  - го наибольшего выступа профиля;
- го наибольшего выступа профиля;
 - глубина - ой впадины профиля. [1].
- глубина - ой впадины профиля. [1].
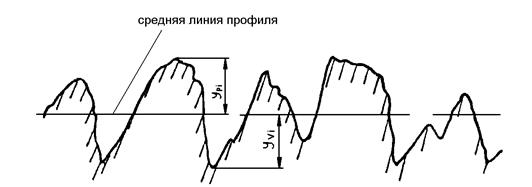
Рис.5. Профилограмма поверхности
Для измерения параметра R z используется двойной микроскоп МИС-11 (рис.6), который представляет собой совокупность двух микроскопов: проекционного и наблюдательного. Прибор позволяет определять параметры R z и Rmax в диапазоне от 0,8 до 63 мкм. Измерение высот неровностей основано на принципе «светового сечения», который пояснен на рис. 7.
Свет от лампы 1 через щелевую диафрагму 2 проекционного микроскопа направляется на исследуемый участок поверхности с высотой неровностей h под углом a=450. След пересечения поверхности с плоскостью светового потока в виде искривленной линии проектируется с помощью объектива наблюдательного микроскопа 4 на сетку окулярного микромера 5. Угол между осями проекционного и наблюдательного микроскопа составляет 900.
Световое сечение профиля наблюдается через окуляр 6 в увеличенном виде при наличии искажения, которое вызвано тем, что a = 450.
Увеличение зависит от применяемых сменных объективов 3 и 4, имеющих одинаковые фокусные расстояния.
Для удобства измерения перекрестие окулярной пластинки перемещается микрометрическим винтом с ценой деления барабана 0,01 мм под углом b = 450 к средней линии профиля (рис.8). Поэтому фактическое значение высоты неровностей

 ,
,
где B - разность отсчетов по барабану окулярного микромера;
N - увеличение объективов микроскопа.
1 -стопорный винт;
2,3 - кремальеры;
4 – колонка;
5 – кронштейн;
6 - стопорный винт;
7 - осветительная лампа;
8 - гайка;
9 - регулировочная гайка;
10 - винт;
11 - осветитель;
12 - микрометрический винт;
13 - стопорный винт;
14 - предметный столик;
15 - объективы;
16 - тубус микроскопа;
17 - стопорный винт;
18 – барабан окулярного микромера;
19 - окуляр
Рис. 6. Микроскоп МИС - 11
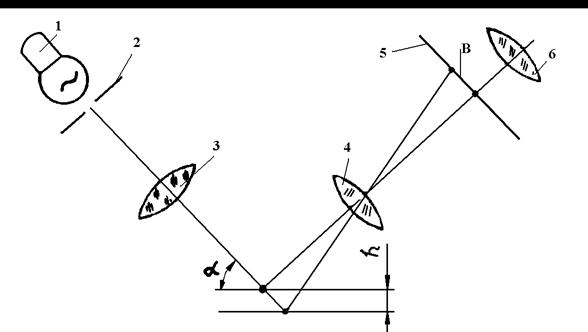
Рис.7. Ход лучей в микроскопе
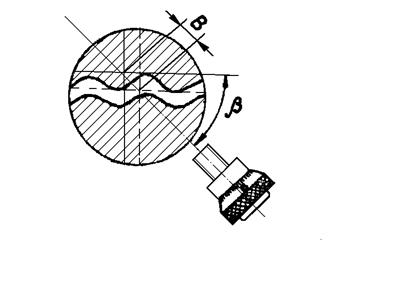
Рис.8. Поле зрения микроскопа
К прибору прилагается набор сменных объективов, характеристики которых приведены в таблице 1.
Таблица 1
| Шифр Объектива | Фокусное расстояние, мм | Увеличение объектива, N | Поле зрения, мм | Пределы измерений, Rz, мкм |
| ОС-39 | 5,9 | 2,00 | 6,3...62,5 | |
| ОС-40 | 13,5 | 10,5 | 1,08 | 3,2...18,7 |
| ОС-41 | 8,0 | 18,0 | 0,67 | 1,6...10,0 |
| ОС-42 | 4,25 | 34,5 | 0,33 | 0,8...3,2 |
Параметр R z определяется в следующем порядке. Контролируемую деталь кладут на предметный столик 14 (см. рис.6). Микроскопы устанавливают предварительно на необходимое расстояние от детали, перемещая кронштейн 5 по стойке с помощью гайки 8, фиксация кронштейна осуществляется винтом 6. Затем маховичком 3 кремальеры и винтом 2 механизма тонкой наводки перемещают микроскопы по салазкам, добиваясь четкого изображения световой щели на поверхности детали. Винтом 10 устанавливают изображение щели в середине поля зрения окуляра, а гайкой 9 - ширину щели. Поворотом барабана окулярного микромера 18 вокруг его оси устанавливают горизонтальную линию перекрестия по общему направлению изображения щели. Вращая барабан 18, подводят горизонтальную линию перекрестия до касания ее с вершиной выступа неровности изображения щели. В этом положении делают первый отсчет по окулярному микроскопу. Последовательно совмещая линию с пятью самыми высокими точками выступов профиля (в пределах базовой длины), записывают отсчеты по барабану  . Затем визирную линию совмещают с пятью самыми низшими точками впадин профиля, соответственно записывая отсчеты.
. Затем визирную линию совмещают с пятью самыми низшими точками впадин профиля, соответственно записывая отсчеты.  .
.
Величина R z определится следующим образом:
 .
.
Поле зрения объектива может оказаться меньше базовой длины, поэтому приходится проводить измерения на нескольких участках. В этом случае число замеренных впадин в каждом поле зрения должно равняться числу замеренных выступов, чтобы устранить погрешности, связанные со смещением базовой линии при перемещении детали.
Погрешности измерений параметра R z с помощью микроскопа МИС-11 составляют от 7,5 до 24%, возрастая с уменьшением R z.
В работе наряду с измерением шероховатость поверхности определяется также расчетом.








