 2015-08-21
2015-08-21 1434
1434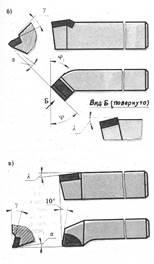 | |||||
| |||||
| |||||
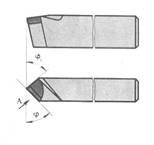
Резец проходной прямой
 | |||
Примерные ответы учащихся:
 |
Решение:
l = 350 – 50 = 300 мм
D = Кl + d = 46 мм
h = L(D - d) / 2l = 400(46-40)/2•300= 4 мм
Изучив чертеж детали «конический вал», техническую характеристику станка модели 16К20 и особенности способов изготовления конических поверхностей, считаю, что данную деталь можно изготовить 2 способами: при помощи копировальной линейки или смещением корпуса задней бабки в поперечном направлении.
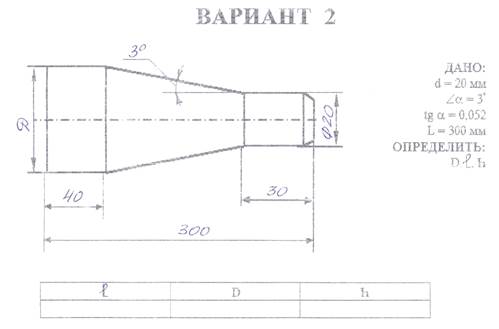 |
Решение:
l = 300 – 70 = 270 мм
D = 2l tga + d = 2•270•0,1 + 20 = 74 мм
h = L(D - d) / 2l = 300 (74 - 20)/ 2 • 270 = 30 мм
Изучив чертеж детали «конический вал», техническую характеристику станка модели 16К20 и особенности способов изготовления конических поверхностей, считаю, что данную деталь можно изготовить при помощи копировальной линейки.
Глоссарий:
Главный угол в плане j - угол между главной режущей кромкой резца и направлением подачи.
Задняя бабка – устройство, предназначенное для поддержания конца длинных заготовок в процессе обработки, а также для закрепления и подачи стержневых инструментов.
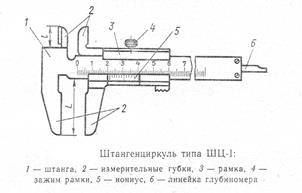
Индикатор - проверочный инструмент при установке заготовок на станке.
Подача – величина перемещения режущей кромки в направлении движения подачи за один оборот заготовки.
Суппорт – устройство для закрепления резца и обеспечения движения подачи, т.е. перемещения резца в различных направлениях. Суппорт состоит из каретки, Фартука, механизма поперечных салазок, механизма резцовых салазок и механизма резцедержателя.
Центр – приспособления для установки заготовки на токарном станке.
Шпиндель – главный рабочий орган станка, расположенный в передней бабке токарного станка.
1К62 - маркировка токарно-винторезного станка.
Литература:








