 2015-08-21
2015-08-21 5098
5098Этот способ используется для обработки конических поверхностей различных длин с углом уклона до 12° при условии изготовления больших партий деталей. Обработка конуса с помощью конусной линейки позволяет получить высокую точность внутренних и наружных поверхностей. Производительность изготовления деталей этим способом выше, чем при обработке другими способами
Копировальные линейки имеют шкалы для отсчета угла поворота с делениями в градусах или для отсчета конусности с делениями в миллиметрах.
Формула для определения угла поворота линейки: tga = D-d/2l
Если деления обозначают не градусы, а миллиметры, то число делений С, на которое нужно повернуть линейку, определяют по формуле: С = (D-d)Н/2l, где Н – расстояние от оси вращения линейки до ее конца.
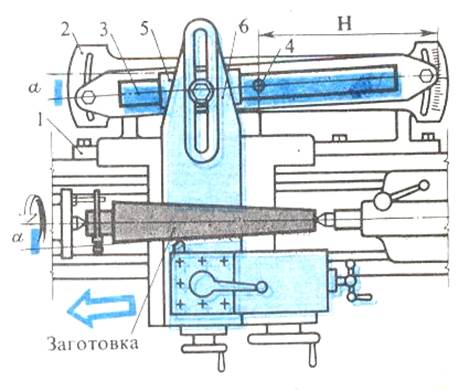 |
Способ обеспечивает высокопроизводительную и точную обработку наружных и внутренних конусов с углом уклона до a = 10 - 12°. Для обработки конусов с большими углами уклона сочетают способ смещения задней бабки и наладку по конусной линейке. Смещение задней бабки рассчитывают по формуле: Н= L*tga(a - a1), где a1 – максимально допустимый угол поворота конусной линейки.
Достоинства способа:
 наладка линейки удобна и производится быстро;
наладка линейки удобна и производится быстро;
размеры конуса получаются точными без повторной обработки;
возможна работа с автоматической продольной подачей, что увеличивает производительность труда и улучшает качество обработки;
можно обтачивать не только наружные, но и внутренние конические поверхности;
при переходе к обработке конусов не требуется нарушать нормальную наладку станка.
Недостатки: необходимость отсоединить поперечные салазки суппорта от связанного с ними винта перед началом работы и снова соединить салазки с винтом по окончании работы.
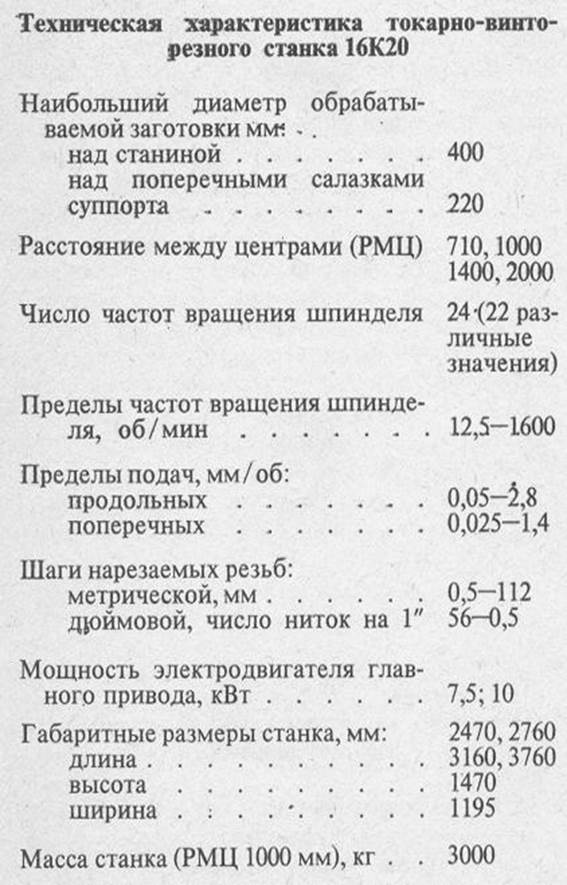
Рабочим местом токаря является токарный станок 16К20.
 |

