 2015-08-21
2015-08-21 4070
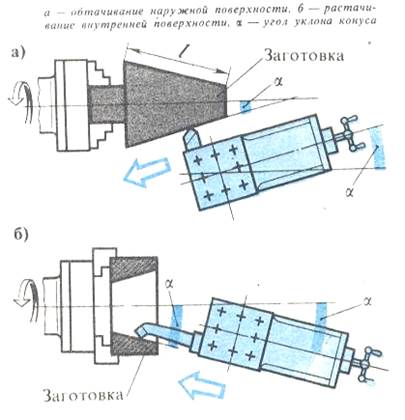
4070Поворотная плита суппорта вместе с верхними салазками может поворачиваться относительно поперечных салазок, для этого освобождают гайки винтов крепления плиты. Поворотную плиту суппорта точно настраивают на требуемый угол поворота при помощи индикатора по предварительно изготовленной детали – эталону. Угол поворота определяется по формуле:
tga = D-d/2l
 |
Достоинства способа: возможность обработки конусов с любым углом уклона, простота наладки станка.
Недостатки: невозможность обработки длинных конических поверхностей, т.к. длина обработки ограничена длиной хода верхних салазок суппорта (например, у станка 1К62 длина хода 180 мм); обтачивание ведут при ручной подаче, что снижает производительность и качество обработки.








