 2015-08-21
2015-08-21 533
533Описать метод получения заготовки. Дать обоснование выбора данного метода. Привести эскиз заготовки.
Пример: Деталь вал коронной шестерни изготовляют из легированной стали 38ХГС ГОСТ 4543 – 88. Данный материал является достаточно дорогостоящим, но подобран исходя из воспринимаемых нагрузок и условий работы.
Исходя из годовой программы и серийности выпуска заготовки для данной детали целесообразно получать методом пластической деформации (ковка, штамповка, периодический прокат, обжатие на ротационно – ковочных машинах, электровысадка), т.к. они позволяют получать заготовки по форме и размерам наиболее близкие к готовой детали, что значительно повышает производительность механической обработки.
Наиболее целесообразным методом получения заготовки типа стержня с утолщением является осадка (высадка) на горизонтально - ковочных машинах. Штамповка на ГКМ имеет свои преимущества и
недостатки. К преимуществам следует отнести: I) возможность получения поковок с длинным стержнем и утолщением на конце, которые на другом оборудовании изготавливать нерационально; 2) более высокая точность поковок, чем на молотах за счет лучшего направления частей инструмента и постоянной величины хода ГКМ. Недостатки: 1) меньшая универсальность по сравнению с молотами и прессами: штамповка поковок только в торец, относительно небольшая масса поковок, преимущественно до 150 кг; 2) необходимость очистки заготовки от окалины или применение безокислительного нагрева; 3) высокая стоимость ГКМ. Вид получения данной детали оптимален в рамках данного завода.
Взаимодействие механизмов ГКМ и частей штампа в процессе штамповки осуществляется по
следующей схеме: заготовку — пруток закладывают в зажимную часть ручья неподвижной матрицы и подают вперед до упора. Часть прутка определенной длины, выходящая за пределы зажимной части ручья, называется высаживаемой частью заготовки. Зажимной механизм перемещает матрицу в рабочее положение и осуществляет плотный зажим заготовки по длине. После этого упор отходит, а пуансон приходит в соприкосновение с торцом прутка. При дальнейшем движении пуансона деформируется
высаживаемая часть прутка, заполняя полость ручья. При обратном ходе машины из полости ручья удаляется пуансон, затем отходит матрица, а упор устанавливается в исходное положение. При изготовлении заготовки данной детали выполняются следующие операции на ГКМ: высадка, прошивка и отрезка. В процессе штамповки на ГКМ штамповщик перемещает заготовку в вертикальной плоскости из ручья в ручей. При этом деформирование заготовки за каждый рабочий ход осуществляется только в одном ручье. Нагрев перед штамповкой на ГКМ производится или в специализированных пламенных щелевых печах или в индукторах, причем нагревается только высаживаемая часть заготовки. При штамповке поковок типа стержня с утолщением на конце нагреву и деформированию подвергается только высаживаемая часть заготовки. Приведём эскиз заготовки на рисунке 2.
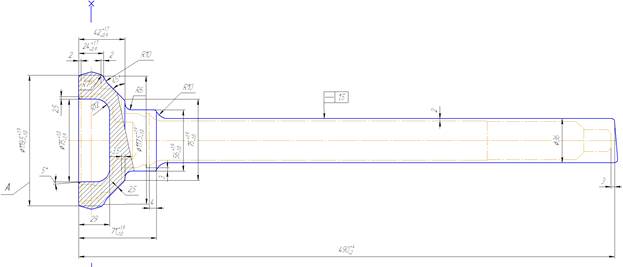
Рисунок 2 – Эскиз заготовки «Вал коронной шестерни»








