 2015-08-21
2015-08-21 1251
1251Соединение ОВ методом электродуговой сварки наиболее эффективно для монтажа магистральных ОК при недостаточных строительных длинах, подключении многоволоконных кабелей к аппаратуре путем перехода на одноволоконные кабели, оконцованные наконечниками. Соединение сваркой дает потери на стык 0,1—0,5 дБ.
При соединении ОВ электродуговой сваркой необходимо в проекте определить технологию выполнения работ, предусматривающих следующие операции: подготовку ОВ к сварке, сварку ОВ, проверку качества сварки, нанесение защитного покрытия на места сварки (спая) ОВ и соединения ОК.
Подготовка ОВ к сварке:
1) уложить соединяемые концы ОК параллельно друг другу на монтажный стол и закрепить. Концы ОК должны перекрывать друг друга на 200 — 300 мм;
2) произвести разделку конца одноволоконного кабеля (рис. 11.5);
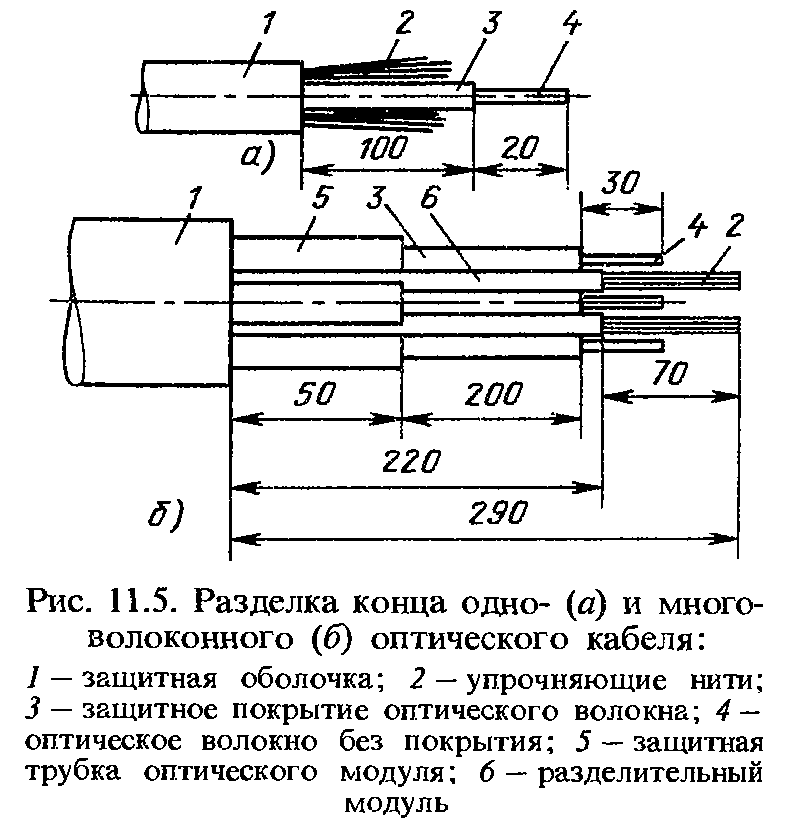
Рис. 11.5. Разделка конца одно- (а) и многоволоконного (б) оптического кабеля:
1 — защитная оболочка; 2 — упрочняющие нити; 3 — защитное покрытие оптического волокна; 4 — оптическое волокно без покрытия; 5 — защитная трубка оптического модуля; 6 — разделительный модуль
3) протереть сращиваемые концы ветошью, смоченной в бензине;
4) удалить с кабеля полиэтиленовую оболочку. Для этого производят поперечный и продольный разрезы защитной оболочки так, чтобы нож инструмента прорезал не более 2/3 ее толщины. Разрезы производят инструментом АРБ М6.888.012;
5) перенести маркировку ОВ с концов к торцу (краю) оболочки и отрезать излишки ОВ;
6) снять с ОВ полиамидное, кремнийорганическое (сиэл) покрытие при помощи инструмента АРБ М6.881.011 на расстоянии 35 мм от торца ОВ.
Очистить ОВ от остатков покрытия (сиэла) плотной тканью, смоченной в спирте;
7) при помощи микроскопа или пятикратной лупы произвести визуальный контроль качества снятия кремнийорганического покрытия;
8) надеть отрезки термоусаживаемых трубок (ТУТ) на ОВ. Длина отрезков ТУТ должна быть 50 мм. Диаметр ТУТ выбирают по диаметру ОВ с защитным покрытием;
9) произвести скол ОВ при помощи инструмента АРБ М4.089.001 для резки оптического моноволокна. Торец ОВ должен быть плоский и перпендикулярный оси волокна. На торце не должно быть выступов, трещин и впадин. При помощи микроскопа произвести визуальный контроль полученного торца. При неудовлетворительных результатах операцию скола ОВ повторить. Проверку качества скола можно также рекомендовать по схеме рис. 11.6. Хороший скол дает симметричное круглое диаметром D пятно света на экране, расположенном на расстоянии примерно l = 300 мм от торца ОВ.
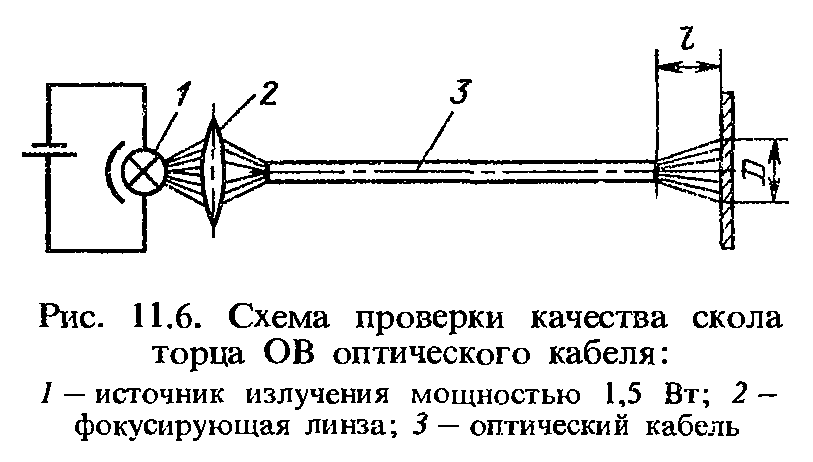
Рис. 11.6. Схема проверки качества скола торца ОВ оптического кабеля:
1 — источник излучения мощностью 1,5 Вт; 2 — фокусирующая линза;
3 — оптический кабель
Операции при сварке оптических волокон:
1) подготовить устройство для сварки ОВ согласно инструкции по эксплуатации;
2) закрепить концы свариваемых ОВ в зажимах устройства и отъюстировать ОВ в двух плоскостях;
3) свести торцы ОВ, оставляя зазор равный 1/2 — 1/3 диаметра ОВ, и убедиться в точности юстировки;
4) произвести сварку ОВ согласно инструкции по эксплуатации сварочной установки АРБ М2.322.001.
Проверка качества сварки:
1) с помощью микроскопа визуально проверить качество полученного стыка (спая). Стык (спай) не должен иметь пузырьков, неровностей и должен иметь вид, представленный на рис. 11.7;
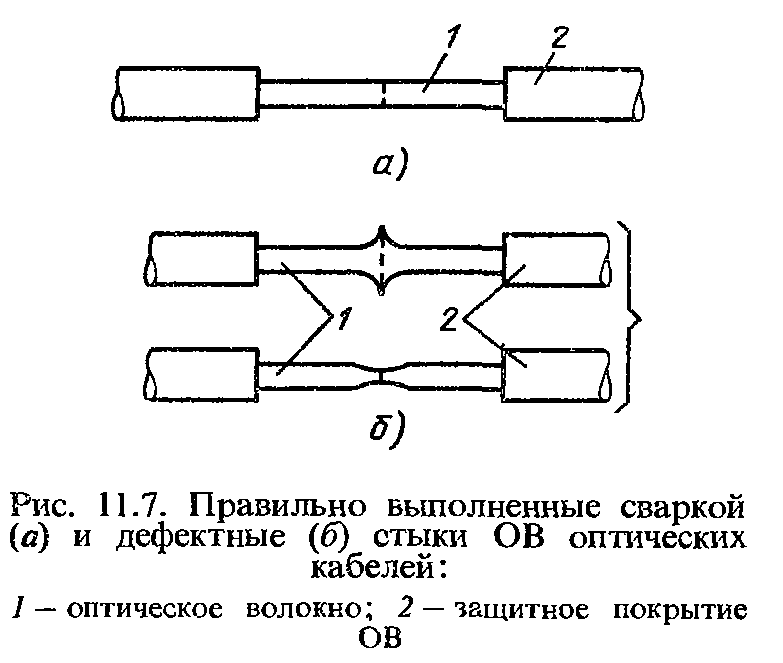
Рис. 11.7. Правильно выполненные сваркой (a) и дефектные (б)
стыки ОВ оптических кабелей:
1 — оптическое волокно; 2 — защитное покрытие ОВ
2) произвести контроль качества сварки рефлектометрическим методом. Затухание сигнала в стыке должно быть не более 0,5 дБ;
3) в случае получения неудовлетворительного стыка или результатов измерений стык считается некачественным и подлежит переделке.
Нанесение защитного покрытия на соединяемые ОВ:
1) защитное покрытие стыка ОВ выполняют при помощи ТУТ;
2) вывести ОВ из зоны сварки, закрыть место сварки ТУТ и уложить в защитную гильзу (желобок) из жести. Закрепить ОВ в гильзе (желобке) путем смятия стенок на концах гильзы. Усадить ТУТ;
3) на каждое соединение ОВ, выполняемое сваркой, должен быть составлен паспорт..
При соединении многоволоконных кабелей такой же паспорт составляют на муфту.
Соединение с помощью разъемного соединители по рис. 11.9.
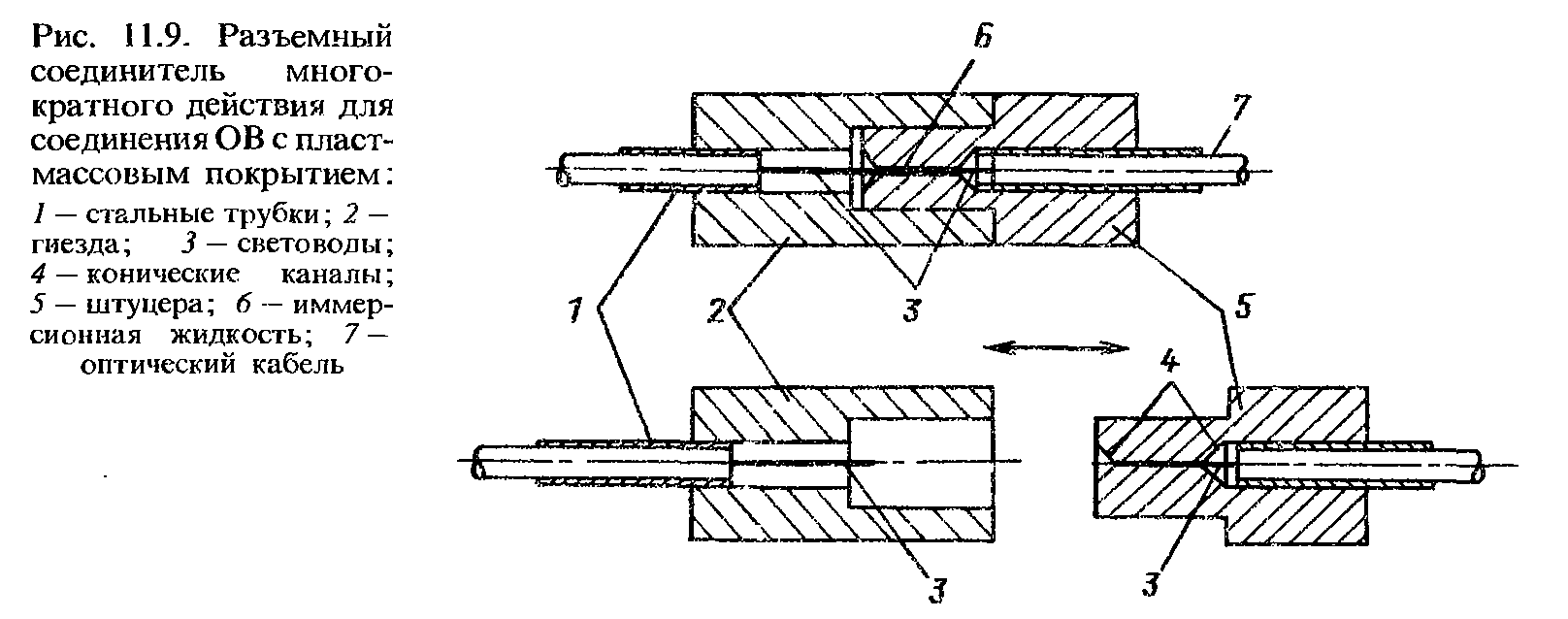
Рис. 11.9. Разъемный соединитель многократного действия для соединения ОВ с пластмассовым покрытием:
1 — стальные трубки; 2 — гнезда; 3 — световоды; 4 — конические каналы; 5 — штуцера; б — иммерсионная жидкость; 7 — оптический кабель
Разъемный соединитель (рис. 11.9) многократного использования предназначен для соединения ОВ с пластмассовым покрытием.
Штыревая часть соединителя имеет с обеих сторон конические каналы (диаметр отверстия конического канала является единственным критическим размером). В штыревую часть и гнездо соединителя вставляют концы ОВ, подготовленные так же, как для соединения сваркой.
Фиксация ОВ осуществляется сжатием концов трубок из стали, находящихся в хвостовике, или приклеиванием к трубкам кабеля эпоксидной смолой. Перед соединением в зазор между ОВ и трубкой вносят иммерсионную жидкость.
Штыревая часть и гнездо фиксируются между собой накидной гайкой. Потери в соединении составляют 0,35—10,5 дБ.
Соединение металлическими наконечниками.
Металлические наконечники монтируются на конце ОВ. Для этого с конца ОВ снимают защитное покрытие длиной не менее 40 мм. Затем надевают наконечник так, чтобы ОВ выступало из него на 15 — 20 мм (рис. 11.10).
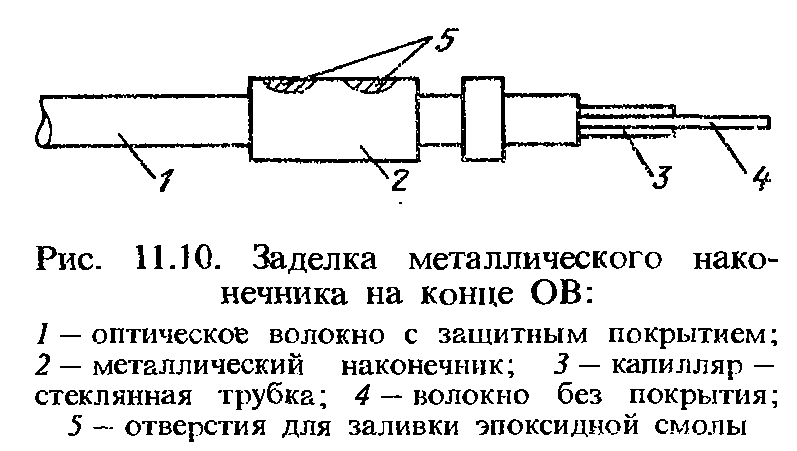
Рис. 11.10. Заделка металлического наконечника на конце ОВ:
1 — оптическое волокно с защитным покрытием; 2 — металлический наконечник; 3 — капилляр — стеклянная трубка; 4 — волокно без покрытия; 5 — отверстия для заливки эпоксидной смолы
На выступающий конец ОВ надевают капилляр (стеклянную трубку с отверстием) длиной 10 мм. Капилляр устанавливают в наконечник так, чтобы конец выступал на 1—2 мм. На ОВ и капилляр наносят слой эпоксидной смолы марки ЭД-9, К-400 или Д-9.
Эпоксидную смолу заливают в отверстие наконечника для фиксации ОВ. Затем торец волокна шлифуют и полируют. Торец должен быть обработан с чистотой 0—10 по ГОСТ 11141-84.
Соединение ОВ производят при помощи втулки с резьбой и накидных гаек, которые позволяют плотно стыковать ОВ (рис. 11.11).
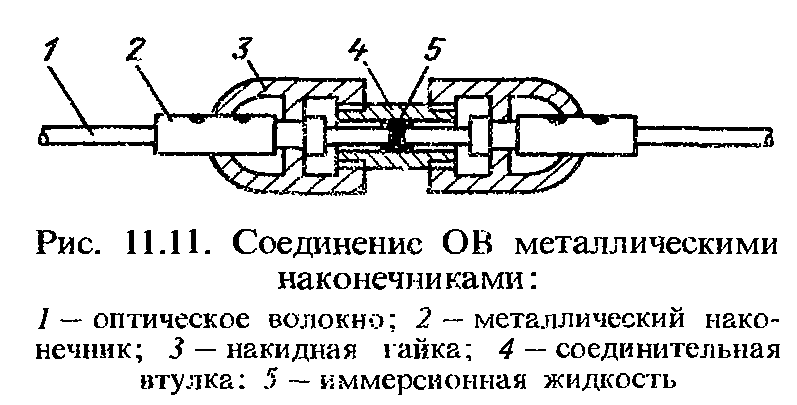
Рис. 11.11. Соединение ОВ металлическими наконечниками:
1 — оптическое волокно; 2 — металлический наконечник; 3 — накидная гайка; 4 — соединительная втулка: 5 — иммерсионная жидкость
Потери составляют 0,3 —0,5 дБ. При каждом переходе стекло — воздух или воздух — стекло потери составляют 0,15дБ.

