 2015-08-12
2015-08-12 927
927Способ навивки позволяет получать цилиндры и полуцилиндры полужесткого типа различных диаметров. Для этого используют навивочные станки.
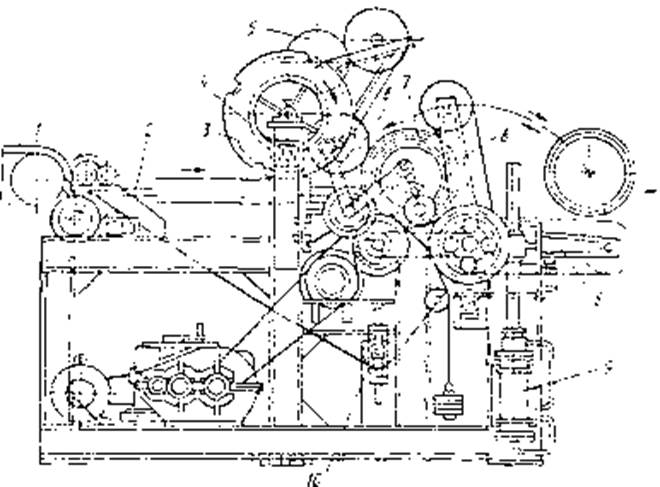
1 — минераловатный ковер; 2 — прорезиненная лента; 3 — зубчатые диски; 4 — электромагнит; 5 — перфорированные скалки; 6 — кронштейны; 7 — барабан для навнвки цилиндров, 8 — качающиеся кронштейны. 9 — пневмоцилнндр, ’0 — натяжная станция
Минераловатный ковер с нанесенным на него связующим выходит из камеры волокноосаждення толщиной не более 30 мм, что достигается увеличением скорости конвейера, и поступает па станок. Прорезиненная лента огибает ряд барабанов. Она служит одновременно формирующим и транспортирующим рабочим органом. Минераловатный слои навивается на перфорированные металлические скалки, так как оп затягивается между скалкой и огибающей ее лентой. По достижении заданной толщины слоя срабатывает концевой выключатель, пиевмоцилиндр переводит качающиеся кронштейны в горизонтальное положение, а включающийся электродвигатель за счет увеличения скорости движения лепты позволяет оторвать намотанный на скалку цилиндр от минера юна того копра. Готовый цилиндр имеете со скалкой подается к станку для прокатки и калибровки. Калибровочный станок состоит из двух ленточных конвейеров и цепного конвейера с гнездами для скалок с навитыми на них цилиндрами. Находясь в гнездах цепного конвейера, цилиндры на скалках прокатываются между лентами двух конвейеров, при этом минеральная вата уплотняется и происходит калибровка цилиндров.
Тепловая обработка откалиброванных цилиндров осуществляется в специальной камере, куда они поступают с влажностью 10… 12%. В течение 15 мин цилиндры высушиваются до влажности 0,2…0,3% и за счет отверждения связующего приобретают механическую прочность. Тепловая обработка изделии осуществляется путем просасывання теплоносителя с температурой 140… 180°С через скалку и минераловатный слой. Снятые со скалок цилиндры разрезают в поперечном направлении в соответствии с заданной длиной. Для удобства монтажа цилиндры разрезают вдоль по образующей с одной стороны и делают надрез с противоположной внутренней стороны на глубину 10… 15 мм.
Вертикально-слоистые (ламельные) маты
Вертикально-слоистые (ламельные) маты изготавливают из минеральной ваты на основе базальтовых пород c синтетическим связующим на подложке из фольги.
Маты формируются из полос (ламелей) каменной ваты, приклеенных к подложке (алюминиевая фольга, армированная стеклосеткой). Основная область применения - теплоизоляция оборудования, трубопроводов (воздуховодов, газоходов) в инженерных системах отопления, вентиляции, кондиционирования зданий, промышленных предприятий, наружных теплотрасс и т. д.








