 2015-08-13
2015-08-13 1428
1428Программа запуска определяется по формуле:
N=tг/to, (2.1)
где tг - годовая трудоёмкость изготовления детали, to – штучное время изготовления одной детали.
N = tг/to = 28000*60/45 = 36000 (шт.)
Расчётное количество оборудования определяется по формуле:
Срi = toi ∙Nz/Ф∆∙60 (2.2)
где toi – оперативное время изготовления детали на данном типе оборудования, (мин), Ф∆ – действительный фонд времени работы оборудования. Эта величина связана с режимом работы оборудования. Для автоматизированного производства и двухсменного режима работы, Ф∆ = 4025 ч.
Поскольку количество оборудования должно выражаться целым числом, расчётные значения следует округлить до ближайшего целого значения Спi.
Расчёт количества токарных станков:
Срт = toт∙Nz/Ф∆∙60 = 
Принимаем один токарный станок: Спт = 2.
Расчёт количества фрезерных станков:
Срф = tоф∙Nz/Ф∆∙60 = 
Принимаем один фрезерный станок: Срф = 1.
Расчёт количества сверлильных станков:
Срс = toс∙Nz/Ф∆∙60 = 
Принимаем один сверлильный станок: Срс = 2.
Расчёт количества зубофрезерных станков:
Срз = toз∙Nz/Ф∆∙60 = 
Принимаем один зубофрезерный станок: Срз = 1.
Расчёт количества шлифовальных станков:
Срш = tош∙Nz/Ф∆∙60 = 
Принимаем один шлифовальный станок: Срш = 1.
Расчёт количества моечного оборудования:
Срм = tом∙Nz/Ф∆∙60 = 
Принимаем одну единицу моечного оборудования: Срм = 1.
Расчёт количества контрольного оборудования:
Срк = tок∙Nz/Ф∆∙60 = 
Принимаем одну единицу контрольного оборудования: Срк = 1.
Коэффициент загрузки оборудования.
Средний коэффициент загрузки оборудования на участке определяется
по формуле:
Кz = ∑Cpi/∑Cпi (2.3)
Подставляя полученные ранее значения, определяем
Кz = ∑Cpi/∑Cпi = 
Расчётное значение коэффициента загрузки соответствует концепции гибкого производства.
Полученные данные используем для построения диаграммы загрузки рисунке 8:
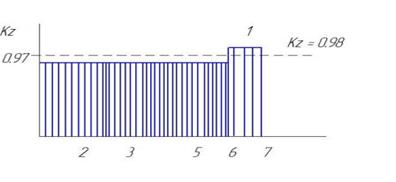
Рисунке 8. - Коэффициент загрузки станка.

