 2015-08-21
2015-08-21 4643
4643Часто в производстве для того, чтобы обрабатывать различные ступенчатые валики и разнообразные нежесткие детали применяют резец проходной. При работе этим инструментом черновые проходы получаются с меньшим радиусом закругления, чем чистовые проходы. При необходимости получить идеально гладкие поверхности используют лопаточный резец проходной.
 Резец проходной применяют для наружного продольного чистового и чистового обтачивания различных деталей. При этом для черновой обработки применяют более высокие скорости резания, и стружка снимается большего размера, чем при чистовом обтачивании.
Резец проходной применяют для наружного продольного чистового и чистового обтачивания различных деталей. При этом для черновой обработки применяют более высокие скорости резания, и стружка снимается большего размера, чем при чистовом обтачивании.
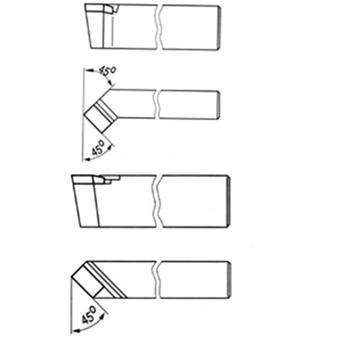
Резец проходной может быть отогнутым, упорным и прямым. А по направлению подачи существуют правые и левые инструменты. При этом левые используют для обработки наружных поверхностей в направлении слева направо, правые – справа налево.
Прямой резец проходной имеет главные углы в плане равные φ = 75, 60 и 450, отогнутый резец φ = 400-450 а упорный инструмент φ = 900. Параметр главный угол в плане, является очень важным, от его величины зависит допускаемая скорость возможной резки и стойкость всего резца в целом, при этом, чем меньше угол, тем выше допускаемая скорость и стойкость резца. Однако, часто при минимальных значениях этой характеристики возможно возникновение вибраций при недостаточной жесткости конструкции станка, закрепляющих деталей или самого инструмента. Так при достаточной жесткости применяют отогнутый резец проходной, который наиболее широко распространен в связи с тем, что позволяет делать не только продольное, но даже и поперечное обтачивание. Если жесткость недостаточна, используют упорные резцы, которые позволяют обрабатывать детали с уступами небольших размеров и широко применяются для обработки нежестких деталей.
Другим, не менее важным параметром является вспомогательный угол в плане. Он оказывает влияние на скорость резания, на шероховатость обтачиваемой по-верхности и снижает участие вспомогательной режущей кромки во всем процессе. При произведении черновой обработки это значение для инструмента выбирают 10-150.
Следующая важная характеристика такого инструмента, как резец проходной – ра-диус закругления. Он влияет на стойкость резца и прочность режущей кромки. Увеличение этого параметра снижает шероховатость обрабатываемой поверхности, однако вызывает при этом увеличение нагрузки на сам резец проходной, что способствует возникновению вибрации. Так оптимальными считаются радиус для инструментов с твердосплавными пластинками 0,5 мм при сечении державки рав-ном 10 ммх16 мм и 12 ммх20 мм, 1 мм для сечений 16 ммх25 мм и 20 ммх32 мм, 1,5 мм для резцов имеющих сечение 25 ммх40 мм и 30 ммх45 мм.
Форма же передней поверхности резца зависит от обрабатываемого материала, необходимого характера обработки, варианта подачи изделия и ряда других усло-вий. Так, например, плоская форма заточки и положительный угол применяется на всех типах быстрорежущих и твердосплавных резцов, рекомендуется для обработки чугуна. При этом резец проходной из быстрорежущей стали имеет подачу при точении стали менее 0,2 мм/об.
Плоская форма с отрицательным передним углом применяется для резцов имеющих пластинки из твердых сплавов при обработке стали более 80 кгс/мм2, при наличии жесткой технологической системы.
Очень часто резец проходной дополнительно упрочняют, снимая для этого фаску 0,2-1,2 мм с отрицательным углом до -50 вдоль режущей кромки. Плоская форма с присутствием фаски применяется для инструмента изготовленного из быстроре-жущей стали, при использовании его для точения стали со скоростью подачи более 0,2 мм/об, а также для резцов из твердого сплава для обработки стали с σв меньше или равном 80 кгс/мм2, а также с σв более и равном 80 кгс/мм2 при наличии не-жесткой системы. Применяется для обработки стали и стального литья, а также для ковких чугунов.
Однако при работе таким инструментом, образуется большое количество опасной, малозавитой и неудобной для перевозки стружки. При этом существует большая вероятность того, что она намотается на деталь и станет опасной для рабочего. Чтобы избежать этого, стружку завивают, изготавливая переднюю часть резца с выкружкой радиусом от 3 мм до 18 мм, причем для обработки деталей с меньшей прочностью выбирают меньшее значение радиуса. Таким образом, получают резец проходной следующей формы.
Резец проходной, имеющий радиусную форму с фаской, предназначен для всех видов инструмента изготовленных из быстрорежущей стали, кроме фасонных со сложным профилем режущих кромок, а также для инструмента с твердосплавными пластинками при подаче со скоростью более 0,3 мм/об для необходимой обработки стали с σв более и равном 80 кгс/мм2.
Не зависимо от эксплуатируемого резца, для того, чтобы он дольше не выходил из строя и работал с наибольшей эффективностью, применяют огромное количество самых разных дополнительных насадок и разнообразных вспомогательных при-способлений. Они призваны предохранять инструмент, а также упрощают весь тех-нологический процесс, что особенно важно при обработке деталей, имеющих сложную конструкцию.
Метчик
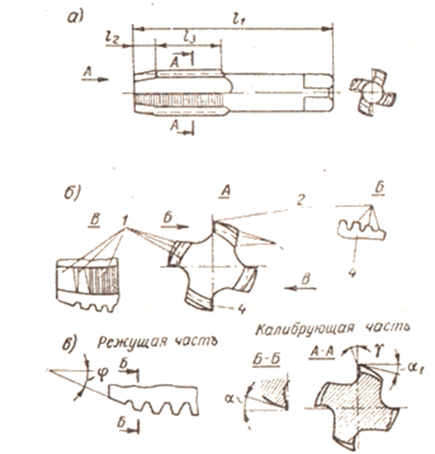 Метчик - режущий инструмент для нарезания резьбы в предварительно просвер-ленном отверстии. Метчик представляет собой цилиндрический валик, имеющий на одном конце режущие кромки. Другой конец метчика (хвостовик) предназначен для закрепления в патроне или удержания его в воротке во время работы.
Метчик - режущий инструмент для нарезания резьбы в предварительно просвер-ленном отверстии. Метчик представляет собой цилиндрический валик, имеющий на одном конце режущие кромки. Другой конец метчика (хвостовик) предназначен для закрепления в патроне или удержания его в воротке во время работы.
Основные типы метчиков:
- ручные - предназначены для нарезания резьб вручную комплектом, состоящим из двух или трех штук;
- гаечные - для нарезания за один проход полной резьбы в сквозных отверстиях;
-машинные - для нарезания резьбы главным образом в глухих отверстиях на сверлильных станках, автоматах и специальных агрегатных станках (В основном выпускаются штучные, но бывают и в комлектах из 2-х или 3-х штук);
- станочные - для получения резьбы в сквозных отверстиях на гайконарезных стан-ках; бесканавочные (раскатники) - для нарезания за один проход резьбы в сквозных отверстиях;
- автоматные - для нарезания резьбы в гайках на гайконарезных автоматах;
плашечные и маточные — для нарезания резьбы и калибровки и удаления заусен-цев в резьбовых отверстиях круглых плашек.
Типы резьб: M, G, Rc, K, Tr, UNF, UNJF, BSW/BSF, BSP, NPT, NPTF, BSPTr, NGT.
Материал для изготовления метчиков — легированная инструментальная и быст-рорежущая сталь.








