 2015-08-21
2015-08-21 3528
3528Для сварки упора используется полуавтоматическая сварка в среде защитных газов по ГОСТ 14771–76.
Электродуговая полуавтоматическая сварка нашла широкое применение при изготовлении металлоконструкций с низкоуглеродистых и низколегированных сталей.
Полуавтоматическая сварка — процесс сварки, при котором электродная проволока подается с постоянной или переменной скоростью в зону сварки и одновременно в эту же зону поступает активный (к примеру: углекислый газ) или инертный газ (к примеру: аргон) или газовые смеси, который обеспечивает защиту расплавленного или нагретого электродного и основного металлов от вредного воздействия окружающего воздуха. Защитный газ при этом подается из баллоначерез газовый редуктор.
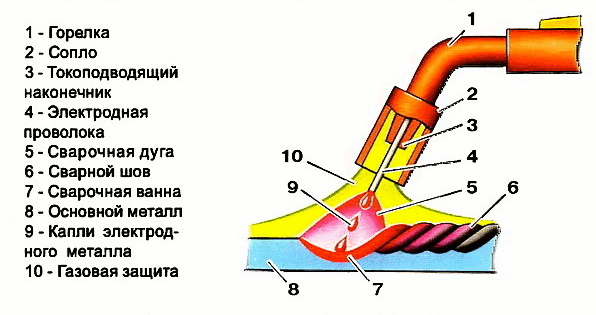
Рисунок 3.1 – Схема полуавтоматической сварки
Основными преимуществами сварки в среде защитного газа перед другими способами являются:
· надежная защита расплавленного металла от окисления кислородом окружающего воздуха;
· отсутствие обмазок и флюсов при сварке, усложняющих и удорожающих этот процесс;
· высокая производительность; простота процесса и возможность его механизации при сварке в различных пространственных положениях с помощью простых приспособлений;
· возможность сварки цветных металлов, сплавов и разнородных металлов; хороший внешний вид сварного шва и высокие механические свойства соединения;
· возможность качественной сварки труб без внутренних подкладных колец или ручной подварки.
К недостаткам сварки в защитных газах следует отнести осложнения при проведении сварки на открытом воздухе, особенно в ветреную погоду из-за возможности отдува защитного газа струей воздуха, а также большие выделения вредного газа на рабочем месте сварщика.

