 2015-04-23
2015-04-23 2759
2759Электронно-лучевая сварка (ЭЛС)
Сущность процесса сварки электронным лучом состоит в использовании кинетической энергии электронов, быстро движущихся в глубоком вакууме. При бомбардировке электронами поверхности металла их кинетическая энергия превращается в теплоту, обеспечивающую расплавление кромок свариваемых деталей.
Достоинства ЭЛС:
1) Возможность получения узкой и глубокой зоны проплавления вследствие высокой концентрации энергии в электронном луче, что обеспечивает возможность сварки любых материалов больших толщин.
2) Малые поводки (деформации) конструкции после сварки вследствие сравнительно небольшого количества подводимого тепла (в 10–15 раз меньше, чем при ДЭС) и быстрого охлаждения металла шва.
3) Возможность получения узлов с проплавленными швами, когда один из элементов конструкции недоступен для непосредственного воздействия дуги.
Недостатки ЭЛС:
1) Необходимость трудоемкой подгонки деталей под сварку (зазор между свариваемыми кромками не должен превышать 0,15 мм, непараллельность торцов при толщине металла до 20 мм в пределах 0,5 мм, чистота обработки кромок - Rz = 2,5 мкм).
2) Сравнительная сложность применяемого оборудования (сварочных камер и установок больших габаритов).
Диффузионная сварка
Сущность процесса диффузионной сварки (ДС) заключается в образовании неразъемного соединения деталей в твердом состоянии за счет взаимной диффузии атомов через контактную поверхность в результате действия давления и нагрева в течение определенного времени. Соединение образуется в результате развития физического контакта и активизации контактных поверхностей вследствие их пластической деформации и взаимодействия, ведущего к возникновению химических связей между атомами (рис. 1.19).
Определяющими процесс ДС факторами являются температура, давление и время. Сочетание этих факторов обеспечивает качественное соединение. Рекомендуется проводить сварку титановых сплавов при температуре на 15–30°С ниже температуры полиморфного превращения (ниже 900–1000°С). Давление при сварке 0,4–2,0 МПа, время сварки – 0,5–3 часа.
Рис. 1.19. Схема установки диффузионной сварки:
1 – верхняя плита; 2 – вакуумная камера; 3 – нижняя плита;
4 – нагреватель; 5 – стол; 6 – вакуумная система; 7 – изделие
Важное значение для получения качественного соединения имеют качество подготовки поверхностей и окружающая среда. Диффузионная сварка может быть проведена в вакууме, в среде инертных газов, в соляных ваннах (предпочтительнее в вакууме).
Достоинства ДС
· высокое качество соединения, механические свойства материала в зоне сварки близки к свойствам основного материала;
· малое коробление конструкции вследствие отсутствия остаточных напряжений в сварных швах;
· исключение вакуумного отжига конструкции после сварки;
· улучшение условий труда сварщиков (отсутствие газовыделения, пыли и пр.).
Представляет особый интерес интенсивно осваиваемый рядом аэрокосмических фирм комплексный процесс пневмотермической формовки – диффузионной сварки титановых конструкций (ПТФ/ДС). В основу комплексного процесса ПТФ/ДС положена идентичность условий и режимов сверхпластической формовки и диффузионной сварки (сопоставимые температурные, силовые и временные параметры, необходимость применения вакуума либо нейтральных газов).
По 1-й схеме (рис. 1.20, а) в оснастку укладывают предварительно подготовленные элементы. Производится формовка подачей газа. На завершающем этапе создается давление сварки.
Способ может быть с успехом применен для компенсации утонения листа в наиболее деформируемых участках или соединения листа с фитингами, кронштейнами и другими конструктивными элементами.
По 2-й схеме (рис. 1.20, б) на лист наносят локально (в местах деформации) антисварочное покрытие. Собирают два листа. Создают давление сварки Р ф, сваривая листы в местах отсутствия покрытия. далее подают аргон между листами и формуют нижний лист по профилю инструмента.
Способ используют для изготовления интегрально-жестких конструкций – панелей, в виде листов, подкрепленных элементами жесткости (пример: панель со шпангоутами и стрингерами).
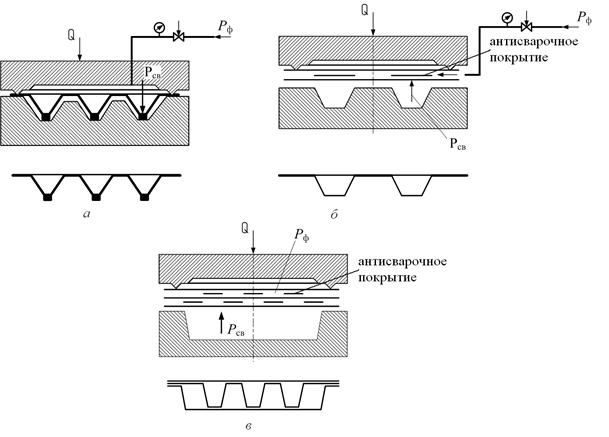
Рис. 1.20. Основные схемы реализации комплексного процесса ПТФ/ДС
По 3-й схеме (рис. 1.20, в) на лист наносят с двух сторон антисварочное покрытие. Собирают пакет из трех листов. Создают давление сварки. Средний лист сваривается с листами обшивки. При подаче газа между листами формуется заполнитель трехслойной конструкции. Форма заполнителя определяется рисунком наносимого антисварочного покрытия.
Данным способом могут быть получены заполнители различного вида: гофровые, ячеистые, вафельные либо комбинированные. Форма изделия не обязательно плоская (пример: многослойные панели). В оснастку могут быть уложены дополнительные элементы.

