 2014-02-05
2014-02-05 10217
10217Дуговая сварка в защитном газе. Сущность способа. Защитные газы.
3. Механизированная и автоматическая сварка в углекислом газе; сущность, преимущества, область применения, применяемое оборудование, материалы и инструмент.

1. Для защиты металла при ручной и автоматической сварке от воздействия кислорода и азота воздуха, кроме шлакового покрытия, применяют газовую защиту вокруг дуги и расплавленного металла. В качестве защитных газов применяют инертные и активные газы (водород, окись углерода или их смесь с азотом). Наибольшее промышленное применение имеют аргонодуговая сварка и сварка в углекислом газе.
Защитный газ может заполнять камеру, где ведут процесс сварки, но чаще всего его подают в дугу через мундштук 1 (рис. 69) в виде потока 2, который окутывает электрод 3,дугу 4 и сварочную ванну 5, защищая их от проникновения кислорода и азота. Рис. 69 Дуговая сварка в защитной среде
Сварка в защитных средах может проводиться как плавящимся, так и неплавящимся электродом с применением присадочного металла 6. В качестве неплавящихся электродов используют вольфрамовые, угольные или графитированные стержни. Расход вольфрамового электрода при токе до 300 А составляет примерно 0,5 г на 1 м шва. В качестве плавящегося электрода используется металлическая проволока того же состава, что и свариваемый металл. Процесс ведется с помощью полуавтоматических или автоматических устройств.
Источниками питания для дуги в защитных средах служат агрегаты постоянного тока или сварочные выпрямители. Кроме того, в комплект оборудования входит механизм подачи электродной проволоки, горелка и устройство для обеспечения дуги защитным газом. В полуавтоматах проволока подается по специальным шлангам в горелку. Диаметр проволоки берут в интервале 1,2-2 мм. Зажигание дуги в аргоне затруднено, потому что атомы аргона не образуют отрицательных ионов, вследствие чего необходима более высокая степень ионизации нейтральных частиц. Поэтому напряжение холостого хода источника питания повышают до 90-120 В.
Сварка в инертной среде используется для нержавеющих, жароупорных, алюминиевых и магниевых сплавов. При этом использование плавящихся электродов экономично для толщин не менее 2 мм. Меньшие толщины сваривают неплавящимся вольфрамовым электродом.
2. При аргонодуговой сварке неплавящимся электродом (рис. 70) через специальную горелку, в которой установлен вольфрамовый электрод, пропускают нейтральный газ – аргон (или гелий). Возбуждение дуги происходит между электродом и свариваемым изделием. Для заполнения разделки кромок в зону вводят присадочный пруток, химический состав которого близок к составу основного металла.
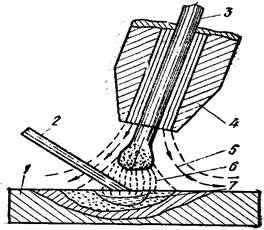
Рис. 70 Схема аргонодуговой сварки:
1 – изделие; 2 – присадочный пруток; 3 – вольфрамовый электрод; 4 – мундштук; 5 – защитная оболочка из инертного газа; 6 – электрическая дуга; 7 – расплавленный металл
Применяют электроды диаметром 2-6 мм. Аргон подается в горелку под давлением 0,3…0,5 ат.
Аргон – инертный газ, получаемый из воздуха, хранят и транспортируют его в специальных стальных баллонах под давлением 15 МН/м2 (150 aт). Для сварки меди и малоответственных деталей из легированных сталей применяют технический аргон, содержащий до 17% примесей, а для сварки высоколегированных сталей, легких сплавов применяют чистый аргон (не более 0,3% примесей).
Аргонодуговую сварку осуществляют тремя способами:
1) ручной сваркой неплавящимся (вольфрамовым) электродом,
2) полуавтоматической и автоматической сваркой неплавящимся электродом,
3) полуавтоматической и автоматической сваркой плавящимся электродом.
Сварку неплавящимся электродом обычно осуществляют на переменном токе с применением осцилляторов или на постоянном токе обратной полярности. Такую схему включения применяют при сварке алюминиевых сплавов, когда за счет эффекта катодного распыления происходит разрушение поверхностных окисных пленок.
В сварочных горелках для аргонно-дуговой сварки одновременно с подачей электродной проволоки в дугу и подводом сварочного тока к электроду осуществляется подача струи аргона.
Аргонодуговая сварка применяется для сварки легированных сталей, алюминия и его сплавов, титана, магниевых сплавов и дает хорошие результаты.
В ряде случаев сварка выполняется и плавящимся металлическим электродом, подаваемым через сопло горелки, обеспечивающей струйную защиту дуги и места сварки аргоном, гелием или их смесями.
Сварка в аргоне и гелии имеет преимущества перед сваркой покрытыми электродами и под флюсом: обеспечивается надежная защита расплавленного металла от кислорода и азота воздуха, что обусловливает высокие механические свойства и постоянство состава наплавленного металла; обеспечивается высокая производительность и хорошее формирование шва за счет устойчивости процесса и полной его механизации; можно сваривать металлы разнородные и малой толщины.
Недостатком сварки в среде аргона является дороговизна самого аргона, так как технология его производства очень трудоемка, а дли сварочного процесса требуется газ высокой чистоты.
3. Сварка в углекислом газе – наиболее дешевый способ по сравнению с другими видами сварки в защитных средах. В качестве заменителя аргона используют углекислый газ, несмотря на его окислительные способности. Углекислый газ дешев, негорюч, нетоксичен. Дуга горит между изделием и электродной проволокой, подаваемой через специальную газоэлектрическую горелку, и которую поступает из баллона углекислый газ, предварительно пропущенный через осушитель. Углекислый газ защищает дугу и расплавленный металл от воздуха. Сварку производят постоянным током обратной полярности для устранения пористости наплавленного металла. При этом достигается высокая производитель-ность (до 18 кг/ч). Расход углекислого газа составляет 8…20 л/мин.
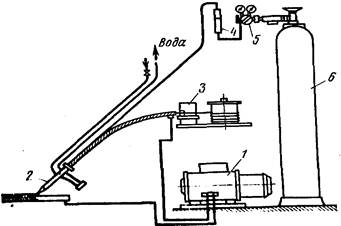
Сварка в среде углекислого газа требует электродной проволоки специального состава с повышенным содержанием марганца и кремния и ведется на постоянном токе при больших плотностях сварочного тока (диаметр электродной проволоки 0,5-3 мм, плотность тока 80-100 А/мм2), что требует источника питания с жесткой характеристикой. Рис.71 Схема сварки в среде углекислого газа
Наша промышленность выпускает разнообразные автоматы и полуавтоматы (типа ПДГ) для выполнения этого процесса. Технология сварки в среде углекислого газа проста: режим подбирается в зависимости от свариваемой толщины (1-30 мм), вида шва (стыковые, угловые, электрозаклепками и др.), положения шва в пространстве (нижнее, горизонтальное, вертикальное) и свариваемого материала (углеродистые, низколегированные, теплоустойчивые, высоколегированные хромоникелевые стали и др. сплавы).
Сварка в углекислом газе успешно применяется для изделий из малоуглеродистой стали, для заварки дефектов стальных отливок, для наплавки изношенных деталей и др.
Пластичность наплавленного металла при сварке в углекислом газе может быть несколько ниже, чем при сварке под флюсом.
Схема сварки представлена на рис.71. Установка состоит из источника питания сварочного тока 1, газоэлектрической горелки 2, механизма подачи электродной проволоки 3, указателя расхода углекислого газа (ротаметра) 4, редуктора 5 (обычно после редуктора устанавливают осушитель влаги) и баллона 6 с углекислотой. Газоэлектрические горелки, предназначенные для малых токов (до 300 А), не имеют водяного охлаждения, а предназначенные для больших токов (более 300 А), оборудованы водяным охлаждением во избежанте сильного перегрева при сварке.
Особенностью сварки в среде углекислого газа является возможность в широких масштабах заменить ручную электродуговую сварку полуавтоматическойи автоматической. При этом можно использовать электродную проволоку диаметром 0,6…2,0 мм, что обеспечивает высокую устойчивость процесса сварки, небольшое разбрызгивание и высокое качество сварных соединений. Однако, следует учитывать, что при сварке некоторые элементы металла (С, Si, Мn, Тi, Мg, АI, V и др.) выгорают. Для компенсации окислительного действия углекислого газа повышают содержание раскисляющих элементов (Мn, Ni) в электродной проволоке.
Для получения плотного, беспористого металла шва и уменьшения разбрызгивания металла при сварке необходимо поддержать наиболее короткую дугу (1,5-4 мм).
Газоэлектрическая сварка в атмосфере углекислого газа наиболее эффективна для соединения тонких деталей. При сварке деталей малой толщины (до 2 мм) напряжение на дуге должно быть примерно 22 В, ток 60-150 А, расстояние от сопла горелки до металла 7-14 мм. Для сварки деталей средней толщины принимают ток 250-500 А, напряжение на дуге 26-34 В, расстояние от сопла горелки до металла 15-25 мм.
Сварку, как правило, осуществляют на постоянном токе обратной полярности. Расход углекислого газа, достаточный для защиты зоны сварки от воздуха, составляет 15-20 дм3/мин при рабочем давлении 50 кН/м2 (0,5 атм).
На полуавтоматических и автоматических установках скорость сварки достигает 60 м/ч.
Недостатком сварки в атмосфере углекислого газа является то, что пластичность наплавленного металла может быть несколько ниже, чем при сварке под флюсом.
Дуговая сварка в атмосфере углекислого газа получила распространение в с/х машиностроении и ремонтном деле для соединения низкоуглеродистых и легированных сталей, сплавов алюминия, а также чугуна.