 2015-08-12
2015-08-12 562
562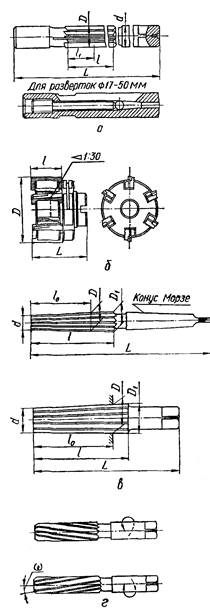 Развертывание представляет собой процесс обработки отверстий с целью получения повышенной чистоты и точности. Развертка — это многозубый инструмент, который подобно сверлу и зенкеру в процессе обработки совершает вращение вокруг своей оси (главное движение) и поступательно перемещается вдоль оси, совершая движение подачи.
Развертывание представляет собой процесс обработки отверстий с целью получения повышенной чистоты и точности. Развертка — это многозубый инструмент, который подобно сверлу и зенкеру в процессе обработки совершает вращение вокруг своей оси (главное движение) и поступательно перемещается вдоль оси, совершая движение подачи.
Развертывание позволяет получить отверстие 2—3-го класса точности и 7—8-го класса чистоты обработанной поверхности.
По форме обрабатываемого отверстия развертки можно разделить на цилиндрические, применяемые для обработки, круглых цилиндрических отверстий, и конические, используемые для обработки конических отверстий (рис. 2.3). По способу применения различают развертки машинные и ручные. Ручные развертки применяются для развертывания отверстий вручную, а машинные используются на различных станках (сверлильных, токарных, револьверных и др.). Развертки могут быть хвостовые и насадные, цельные и сборные, постоянного диаметра и регулируемые. Развертки относительно малого диаметра изготовляются с цилиндрическим или коническим хвостовиком, который служит для ее закрепления на станке, либо в воротке с квадратным отверстием при работе вручную.
Развертки цельные являются наиболее простыми по конструкции, но не могут регулироваться по диаметру. Поэтому находят применение разжимные и сборные развертки с быстрорежущими и
Рисунок 2.3.1 Виды разверток твердосплавными вставными зубьями, которые
после износа и переточек могут быть отрегулированы на требуемый размер, что повышает срок службы их. Разжимные развертки используются при ремонте всевозможных машин (рис. 2.3.1, а). Они позволяют в определенных пределах регулировать размер диаметра. Это дает возможность применять одну и ту же развертку при обработке отверстий различных диаметров. На рис. 2.3.1, б изображена развертка, у которой вставные зубья с рифлениями закрепляются с помощью клина
. Эта конструкция допускает регулировку по диаметру перестановкой зубьев на рифлениях, с их последующим шлифованием по диаметру и заточкой. Во избежание осевого сдвига предусматриваются упорные кольца.
Для обработки конических отверстий применяют конические развертки (рис. 2.3.1, в).
При этом отверстие, предварительно обработанное, может быть цилиндрическим или коническим
Отверстия с небольшим припуском развертываются на конус за один проход. При обработке же конических отверстий, когда требуется снимать значительный припуск, используют комплект конических разверток.
Черновая развертка имеет ступени на зубьях, расположенные по винтовой линии. Торцовыми кромками каждой ступени развертка срезает узкие стружки, свободно размещающиеся в канавках. Эта развертка превращает цилиндрическое отверстие в ступенчатое. Для развертывания отверстий в металлических листах применяют котельные развертки (рис. 2.3.1, г). Они имеют винтовые зубья, направление которых обратно направлению вращения. Это предупреждает самозатягивание и заедание развертки при работе.
Угол конуса φ определяет форму стружки и соотношение составляющих усилий резания. Угол φ у ручных развёрток – 1°…2°, что улучшает направление развёртки при входе и уменьшает осевую силу; у машинных при обработке стали φ = 12°…15°; при обработке хрупких материалов (чугуна) φ = 3°… 5°.
Задний угол выполняют небольшой (5°…8°) для повышения стойкости развёртки. Режущую часть затачивают до остра, а на калибрующей делают цилиндрическую ленточку для повышения размерной стойкости и улучшения направления в работе.








