 2015-08-21
2015-08-21 2398
2398Процесс шлифования на этих станках характеризуется высокой производительностью. Заготовки обрабатывают в незакрепленном состоянии, и для них не требуется центровых отверстий.
На станине / бесцентрово-шлифовального станка (рис. 6.98) установлены два круга: шлифующий на бабке 2 и ведущий на бабке 4. Каждый из кругов подвергается периодической правке с помощью механизмов 3 и 5. Заготовка вращается на ноже 6 и одновременно контактирует с обоими кругами. Чтобы заготовка перемещалась по ножу с продольной подачей, бабку ведущего круга поворачивают на небольшой угол. Если шлифуют заготовки с уступами, то бабку ведущего круга не поворачивают, а вся она перемещается по направляющим станины с подачей до определенного положения.
Заготовку 3 (рис. 6.99, а) устанавливают на нож 2 между двумя кругами — рабочим 1 и ведущим 4. Эти круги вращаются в одном направлении, но с разными скоростями. Трение между ведущим кругом и заготовкой больше, чем между ней и рабочим кругом. Вследствие этого заготовка увлекается во вращение со скоростью, близкой к окружной скорости ведущего круга.
Рис. 6.98. Бесцентрово-шлифовальный станок
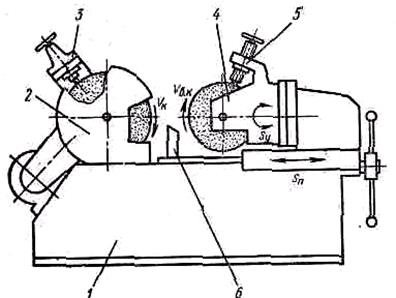
Рис. 6.99. Схемы обработки заготовок на бесцентрово-шлифо-вальных станках
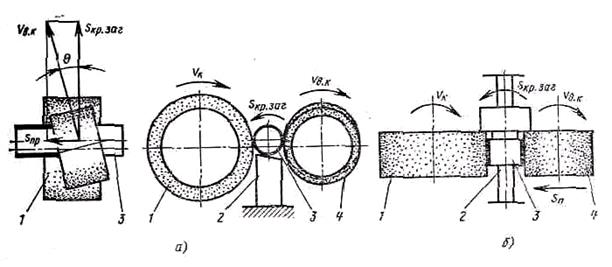
Перед шлифованием ведущий круг устанавливают наклонно под углом q (1—7°) к оси вращения заготовки. Вектор скорости этого круга разлагается на составляющие и возникает продольная подача s пр. Поэтому заготовка перемещается по ножу вдоль своей оси и может быть прошлифована на всю длину. Чем больше угол q, тем больше подача. Такие станки легко автоматизировать, установив наклонный лоток, -по которому заготовки будут сползать.на нож, проходить процесс шлифования и падать в тару.
Заготовки ступенчатой формы или с фасонными поверхностями шлифуют методом врезания (рис. 6.99, б). Перед шлифованием ведущий круг отводят в сторону, заготовку кладут на нож и затем поджимают ее ведущим кругом. Обрабатывают с поперечной подачей s п до получения необходимого размера детали. После шлифования обработанная деталь удаляется из зоны резания выталкивателем.
Для шлифования поверхностей методом вразания абразивный инструмент заправляют в соответствии с профилем детали.








