 2015-08-21
2015-08-21 706
7061. Изготовить стержень (применяются готовые стержневые и формовочные смеси).
Для изготовления стержня цилиндрического сечения применяется стержневой ящик, состоящий из двух половинок, скрепленных скобой (рис.4). Правильность соединения половинок контролируется при помощи шипов. Применяются готовые стержневые и формовочные смеси.
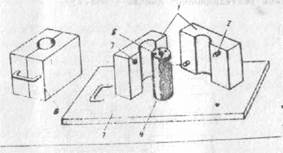
Рисунок 4. Изготовление круглого стержня: 1 – стержневой ящик, 2 – центрирующие шипы, 3 – центрирующие втулки, 4 – готовый стержень, 5 – вентиляционные каналы, 6 – скобы, 7 – подмодельная плита.
Технология формовки стержня следующая:
- собрать стержневой ящик и установить его на подмодельную
плиту;
- наполнить стержневой смесью и уплотнить при помощи трамбовки;
-наколоть душником вентиляционные каналы;
- снять скобы и при легком постукивании отделить половинки
ящика от стержня.
2. Изготовить литейную форму.
Технология изготовления литейной формы втулки следующая:
- установить на подмодедьную доску нижнюю опоку проушинами вниз, одну половину модели втулки плоскостью разъема вниз и модели питателей (рис.5);
а б
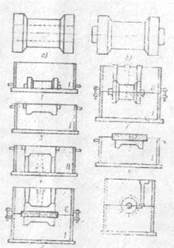
Рисунок 5. Технология формовки втулки: а – втулка, б - модель
- на модель нанести облицовочную формовочную смесь толщиной 20 - 30 мм после чего смесь уплотнить руками вокруг всей модели. Остальной объем опоки заполнить наполнительной смесью;
- клиновым концом трамбовки уплотнить смесь сначала у стенок опоки, после добавления смеси выше края опоки уплотнить тупым
концом трамбовки;
- удалить линейкой излишек смеси заподлицо с опокой и наколоть душником вентиляционные каналы (поз.1);
- перевернуть заформованную опоку на 180° разъемом вверх, установить по центрирующим шипам верхнюю половину модели и модель шлакоуловителя;
- посылать разъем формы тонким слоем сухого кварцевого песка» установить по центрирующим штырям верхнюю опоку и модели стояка и выпоров;
- наполнить и уплотнить формовочную смесь в верхней опоке;
- удалить линейкой излишек смеси заподлицо с опокой (поз.2);
- прорезать вокруг стояка литниковую чашу и после легкого раскачивания удалить из верхней полуформы модели стояка и выпоров;
- наколоть душником вентиляционные каналы;
- снять верхнюю опоку и перевернуть на 180°разъемом вверх;
- на полуформы после легкого раскачивания извлечь половины моделей и модели питателя и шлакоуловителя (поз. 3 и 4);
- подправить нарушенные места формы и удалить осыпавшуюся смесь;
- покрыть внутренние полости формы краской или припылом и уложить в знаки нижней половины формы стержень (поз. 5);
- собрать форму для заливки металлом (поз.6).
3. Залить литейную форму расплавленным металлом.
4. После охлаждения формы извлечь отливку и выбить стержень.








