 2015-09-06
2015-09-06 320
3201. Алексеев Е. К., Мельник В. И. Сварка при строительных и монтажных работах. -М.: Стройиздат, 1968.-178с.
2. Березин В. Я., Супоров Л. Ф. Сварка трубопроводов и конструкций.-М.: Недра,1983.-328с.
3. Хренов К. К. Сварка, резка и пайка металов. -М.: Машиностроение, 1973.-408с
4. Прох Л.С. и др. Справочник по справочному оборудозанию. -Киев: Техніка, 1978.-148с.
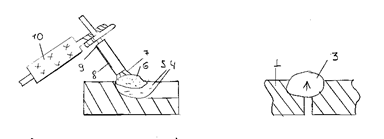
де 1 – зварювальний виріб;
2 – рідний метал;
3 – наплавлений метал;
4 – шлак;
5 – рідкий шлак;
6 – електрична дуга (6000 – 8000 0С);
7 – стержень електрода (стальний, чавунний, мідний, алюмінієвий, нержавійний);
8 – обмазка електродного стержня (тонка, середня, товста, особливо товста);
9 – струмопідвід;
10 – електродотримач (10 різновидностей).
Рисунок 1. Схема РДЗ.
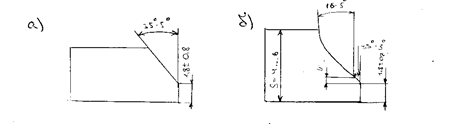
а) d – 325 – 1220 < S (16) б) d – 1220 – 1420 16 – 19 (7)
d – 1020 – 1420 > (15) 19 – 21.5 (8)
21.5 (10)
а) V – подібна розділка кромок. б) комбінована розділка кромок.
Рисунок 2. Схема підготовки кромок для зварювання.
|
|
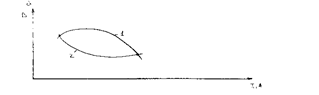
1 – круто падаюча зовнішня характеристика джерел живлення;
2 – статична характеристика дуги;
А і В – точки нестабільного горіння дуги.
Рисунок 3. Вольт-амперна характеристика для РДЗ.
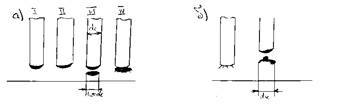
а) – крупно крапельне перенесення металу;
б) – дрібне крапельне перенесення металу (струменеве);
І – сила земного тяжіння;
ІІ – сила поверхневого натягу;
ІІІ – електромагнітна, електродинамічна сила;
ІV – сила парів і газів.
Рисунок 4. Схема процесу перенесення електродного металу на вибір.








