 2015-09-06
2015-09-06 1554
1554Конструкції фрез і умови їх роботи дозволяють широко використовувати для їх оснащення високопродуктивні тверді сплави, минералокерамику| і СТМ, які, прот|однак|е, володіють зниженою міцністю на виги|згин|н і крихкістю. Широкому вживанн|застосуванню|ю твердих сплавів сприяють наступн|слідуючі|і достоїнства процесу фрезерування:
1. сприятлива форма стружки, що має малу товщину і довжину, забезпечує її хорошу|добру| транспортабельність;
2. уривчастість процесу різання, що знижує теплову напругу|напруження| ріжучих елементів;
3. висока жорсткість і вібростійка.
Ці властивості зумовили сприятливі можливості|спроможності| для вживання|застосування| СМП, а великі розміри корпусів фрез дозволяють розміщувати на них елементи кріплення змінних пластин.
До недоліків|нестач| процесу фрезерування відносяться:
1. робота з|із| ударами;
2. висока вірогідність|ймовірність| роботи в умовах нерівномірного фрезерування, що викликає|спричиняє| коливання і вібрації;
3. різання з|із| нульовою товщиною стружки (при циліндровому фрезеруванні);
4. утруднене стружкоудаление| при роботі кінцевих, дискових і пазових фрез;
5. висока вартість виготовлення збірних фрез при жорстких вимогах до осьового і радіального биття ріжучих кромок.
Проте|однак|, як показала практика, приймаючи заходи до усунення або зниження впливу несприятливих чинників|факторів| на стійкість і продуктивність процесу фрезерування, удалося добитися в більшості конструкцій фрез широкого вживання|застосування| нових марок ріжучих матеріалів і головним чином твердих сплавів. Особливо високі результати в цьому напрямі|направленні| отримані при розробці конструкцій торцевих фрез, оснащених СМП, які практично витіснили раніше широко вживані фрези з|із| напайными| твердосплавними пластинами.
Напайниє пластини використовують лише|тільки| при виготовленні мелкоразмерных| фрез, в яких не удається розмістити елементи механічного кріплення пластин. Ал|та|е навіть і в цих випадках при різанні важкооброблюваних матеріалів переваг|преференція|а віддається монолітним фрезам, виготовленим целіком |із|з твердого сплаву і отримани|одержувати|м шляхом пресування в спеціальних прес-формах.
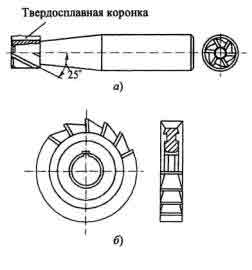
Мал. 5. Твердосплавні фрези малих діаметрів:
а - кінцева фреза з цілісною твердосплавною частиною; б - дискова твердосплавна фреза
Застосовуються також способи виготовлення монолітних фрез або їх ріжучої частини|частки| методом вышлифовывания| |із|з твердосплавних заготовок діамантовими кругам|колами|и, а також різанням |із|з пластифікованих заготовок |із|з подальши|наступним|м їх спіканням. Освоєно, наприклад, виробництво цілісни|суцільних|х твердосплавних кінцевих фрез діаметром 3...12 мм (мал. 5, а), а також вузьких дискових і інших видів фрез |із|з прямими або гвинтовими зубами (мал. 5, би). При цьому кінцеві фрези виготовляють або у згоді з циліндровим хвостовиком, або у вигляді коронок і вставок, що сполучаютьс|з'єднують|я паянням і|із|з сталевим хвостовиком.
В даний час|нині| в конструкціях фрез середніх і крупних розмірів спосіб паяння твердосплавних пластин на корпусы| інструментів використовується у тому випадку, коли ріжучі пластини мають фасонну форму. Так, наприклад, на мал. 6 показана циліндрова фреза |із|з напайными| гвинтовими пластинами, які удається виготовляти ли|тільки|ше невеликої довжини[1]. Кожен зуб є набором|із| з таких пластин, а їх стики оформлені у вигляді стружколомающих| канавок. Основним недолі|нестачею|ком такої фрези є необхідність повторного паяння і заточування всіх зубів в р|у разі|азі поломки хоч|хоча би| би однієї з пластин|із|. З гвинтовими напайными| пластинами виготовляються також кінцеві фре|із|зи з невеликою довжиною робочої час|частки|тини.
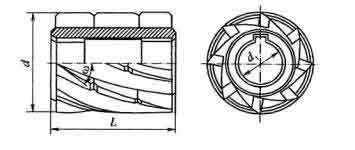
Мал. 6. Циліндрова фреза з|із| гвинтовими твердосплавними пластинами
Циліндрові фрези через специфіку їх конструкцій і умов різання значно рідше в порівнянні з торцевими оснащуються твердосплавними СМП.
Торцеві фрези допускають більшу різноманітність способів кріплення багатогранних пластин, і тому в даний час|нині| освоєний випуск величезного числа різних типів таких фрез, найбільш складні з|із| яких дозволяють виробляти|справляти| регулювання положення|становища| пластин в корпусі з метою здобуття|отримання| мінімального радіального і торцевого биття ріжучих кромок.
Аналіз сучасних конструкцій торцевих фрез показує, що основними напрямами|направленнями| у використанні СМП є:
1. кріплення пластин безпосередньо на корпусі або його складових частинах;
2. використання вкладишів з|із| двома-трьома базами під пластини;
3. використання механізму регулювання положення|становища| ріжучих кромок пластин відносно|щодо| осі обертання фрези.
При цьому широко застосовуються пластини трьох-, чотиригранні, у формі|у формі| паралелограма, рідше круглі і п'ятигранні, негативні і позитивні по геометричних параметрах, з|із| отворами для кріплення або без них. Кріплення пластин здійснюється гвинтами або важелями через отвір, а також клинами, що притискують пластину до гнізда|кубла| в корпусі або у вкладиші. Розглянемо|розглядуватимемо| на окремих прикладах|зразках| реалізацію вказаних вище напрямів|направлень|.
На мал. 7, а приведена фреза з|із| кріпленням пластин 2 в гніздах|кублах| корпусу 1. Кріплення здійснюється гвинтами 3 з|із| конічною голівкою|головкою|. Для оберігання|запобігати| корпусу від пошкоджень|ушкоджень| при поломці пластин часто використовують підкладки 4 з|із| твердого сплаву або загартованої сталі, що мають форму, подібну до форми ріжучих пластин. Фрези такого типа|типу| найбільш прості по конструкції, компактні, мають мінімальне число деталей, але|та| корпусы| цих фрез складні у виготовленні. Серйозними недолікам|нестачами|и цих фрез є: небезпека механічного пошкодженн|ушкодження|я корпусів в процесі експлуатації і підвищене биття ріжучих кромок, що викликаєтьс|спричиняє|я погрішностями виготовлення гніз|кубел|д під пластини.
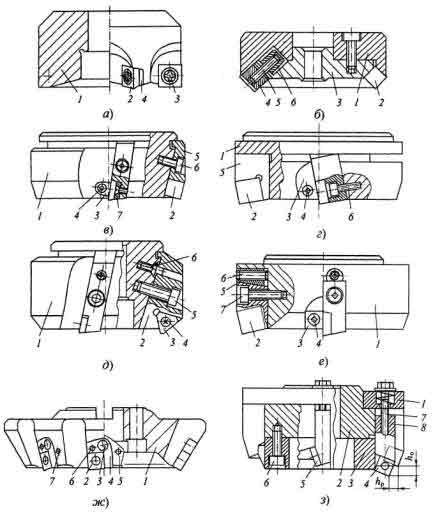
Мал. 7. Торцеві фрези оснащені СМП:
а - бази під пластини в корпусі фрези; б - бази під пластини на складових частинах корпусу; у - з вкладишами і двома базами; г - з вкладишами; д - з вкладишами регульованими гвинтом; е - з вкладишами регульованими клином; же - з тангенціальним кріпленням пластин;з - із ступінчастим розташуванням пластин;
Інколи|іноді| з метою спрощення технології виготовлення фрез і підвищення точності положення|становища| ріжучих кромок бази під пластини створюють на складових частинах корпуси. Прикладом|зразком| таких фрез є представлена|уявляти| на мал. 7, би фреза фірми|фірма-виготовлювача| «Clarkson|» (Англія). Вона складається з корпусу 1 і опорного кільця 3, на кожному з яких |наявний|є одна база під пластини 2. При цьому пластини кріплят|зміцнюють|ь клином 4 |із|з диференціальним гвинтом 5, який вкручується не в корпус фрези, а в спеціальний вкладиш 6.
Використання вкладишів для кріплення пластин показане також на мал. 7, в на прикладі|зразку| фрези фірми|фірма-виготовлювача| «Widia| Krupp|» (Німеччи|Германія|на). Тут ріжучі пластини 2 кріплять|зміцнюють|ся у вкладишах 5, встановлюваних в пазах корпусу 1 і закріплюваних гвинтами 6. Виліт вкладишів уздо|вздовж|вж осі заданий точно завдяки тому, що вони упираються в стінку кільцевого паза корпусу, що отримуєть|одержує|ся точінням напроход|. Ріжучі пластини 2 спирают|обпираються|ься на дно гні|кубла|зда у вкладиші, а в радіальному напр|направленні|ямі - на корпус фрези. Кріплення пластин виробляєт|справляє|ься клином 3 і гвинтом 4. Під ріжучі пластини встановлюються запобіжні пластини 7, закріплювані гвинтами. Таким чином, корпус виходить технологічним, а кріплення забезпечує мале биття ріжучих кромок. Використання вкладишів також дозволяє уникати пошкодже|ушкодження|ння дорогого корпусу при поломці пластин і здійснювати їх швидку заміну. У цій конструкції використані вкладиш|із|і з двома базами під пластини: по опорній площині і одній грані пластини.
Створені також конструкції фрез з|із| базуванням пластин у вкладиші по трьох площинах. Прикладом|зразком| таких фрез є фрези фірми|фірма-виготовлювача| «Sandvik| Coromant|» (Швеція) (мал. 7, г). Тут вкладиші (касети) 5 в осьовому напря|направленні|мі упираються в стінку кільцевого паза і кріплять|зміцнюють|ся в корпусі 1 гвинтом 6. Ріжучі пластини 2 притискаються клином 3 за допомогою гвинта 4. При цьому в одному і тому ж корпусі фрези можуть встановлюватися вкладиші|із| з гнізда|кублами|ми під різні форми і розміри ріжучих пластин, у тому числі|із| з різних інструментальних матеріалів, що спрощує ведення інструментального господарства. Такий метод конструювання фрез отрим|одержував|ав назву модульно-касетного. Його особливо вигідно використовувати в умовах гнучкого автоматизованого виробництва, що характеризується швидкою змінністю номенклатури виробів і що вимагає особливої мобільності в забезпеченні інструментальним оснащенням.
Для забезпечення високої точності розташування ріжучих кромок відносно|щодо| осі обертання фрези створений ряд|низка| конструкцій фрез з|із| регулюванням в осьовому напрямі|направленні| положення|становища| вкладишів в пазах корпусу за допомогою гвинтів або клинів, внаслідок чого удається довести торцеве биття до 0,005 мм. При цьому залежно від діаметру фрези радіальне биття складає 0,05...0,10 мм, що досягається за рахунок високої точності виконання корпусів фрез, касет і використання прецизійних пластин. Прикладом|зразком| таких інструментів може служити фреза фірми|фірма-виготовлювача| «Walter|» (Німеччин|Германія|а), представлен|уявляти|а на мал. 7, д. Тут вкладиші 2, встановлен|установлені|і в пазах корпуси 1 кріплятьс|зміцнюють|я гвинтами 5. Ріжучі тригранні пластини 3 кріплят|зміцнюють|ь гвинтами 4 через їх центральні отвори. В раз|у разі|і вживанн|застосування|я цих фрез для чистової обробки використовують регулювальний гвинт 6, вісь циліндрової частин|частки|и якого зміщена відносн|щодо|о осі конічного отвору в корпусі. За рахунок цього при обертанні гвинта 6 відбуваєтьс|походить|я переміщення вкладиша уздов|вздовж|ж паза корпусу і тим самим регулюється положенн|становище|я ріжучих кромок пластин в осьовому і радіальному напряма|направленнях|х.
Простий спосіб регулювання положень|становищ| вкладишів за допомогою клинів показаний на прикладі|зразку| фрези фірми|фірма-виготовлювача| «Sandvik| Coromant|» (Швеція) (мал. 7, е). Тут кріплення пластин 2 здійснюється притисненням клину 3 гвинтом 4, а кріплення вкладиша до корпусу 1 - гвинтом 7. Зс|зміщення|ув вкладиша уздо|вздовж|вж осі фрези регулюється за допомогою гвинта 6 і клину 5.
Розглянемо|розглядуватимемо| ще два різновиди торцевих фрез, оснащених СМП: з|із| тангенціальним (мал. 7, же) і ступінчастим|східчастим| розташуваннями пластин (мал. 7, з).
Фрези з|із| тангенціальним по відношенню до корпусу розташуванням пластин вперше|уперше| були запропоновані фірмою|фірма-виготовлювачем| «Hertel|» (Німеччин|Германія|а). За рахунок такого розташування пластин різко збільшується їх міцність при ударному навантаженні. При цьому кріплення пластин 2 |із|з отвором виробляєтьс|справляє|я гвинтом 3 через зігнутий у вигляді важеля штифт. Для базування пластин 2 використовують вкладиші 4 і 5. Перший вкладиш фіксують в гнізд|кублі|і корпусу 1 штифтом 6, а другий, регульований в осьовому напрям|направленні|і, гвинтом 7. Такі фрези дозволяють значно збільшити подачу, а отже, і продуктивність, ал|та|е через зменшену довжину ріжучих кромок вони придатні лиш|тільки|е для зняття невеликих припусков|.
Таким же недоліком|нестачею| володіють і інші наведені вище конструкції фрез, за винятком фрез, оснащених пластинами у формі|у формі| паралелограма, найбільша сторона якого виступає|вирушає| як головна|чільна| ріжуча кромка.
Для фрезерування заготовок з|із| великими припусками| рекомендуються фрези і|із|з ступінчасти|східчастим|м уздов|вздовж|ж осі розташуванням пластин, яке, як показала практика, забезпечує хорош|добре|е діленн|поділку|я припуска| по ширині і безвібраційну роботу інструменту, що особливо важли|поважне|ве для фрез, оснащених твердим сплавом. На мал. 7, з показана двоступінчата фреза конструкції ВНІЇінструмент, яка відрізняється тим, що у неї ріжучі пластини 4 і 5 розташова|схильні|ні на різних рівнях від торця. Пластини спирають|обпираються|ся на кільце 3|із| з пазами і зовнішньою конічною ступінчаст|східчастою|ою формою, яке кріпить|зміцнює|ся гвинтами 6 на корпусі 2, що має такі ж пази. Таким чином, змінні пластини 4 і 5 виявляють|опиняються|ся зміщеними в радіальному і осьовому напрям|направленнях|ах. Пластини притискаються до пазів в корпусі 2 і кільці 3 за допомогою гвинтів 7, вкручуваних в державки 8, на яких вони встановлюються|із| з посадк|саджанням|ою на штифти. Гвинти 7 спирають|обпираються|ся на кільце 1, напресоване на корпус 2.
Кінцеві і дискові фрези найважче|скрутний| піддаються оснащенню механічно закріплюваними пластинами через їх конструктивні особливості і умови різання. Проте|тим не менше| в даний час|нині| такі фрези випускають все у великих об'ємах|обсягах|. Деякі з конструкцій цих фрез приведені на мал. 8.
Із-за малих діаметрів кінцевих фрез і малої ширини зрізу в|у| дискових фрез бази під пластини виконуються безпосередньо в корпусах інструментів. Кріплення ріжучих пластин здійснюється гвинтами через отвори, клинами і прихватами зверху|згори| або пружними елементами, що деформуються (в|у| пластин без отвору). Форми ріжучих пластин - трикутні, квадратні, круглі, ромбічні, прямокутні або спеціальні, розроблені лише|тільки| для таких інструментів. Число ріжучих пластин визначається конструктивними розмірами інструментів. Так, наприклад, в|у| кінцевих фрез діаметром d < 12 мм z = 1, а d = 12...40 мм z = 2...4. Для кращого дроблення стружки і створення|створіння| позитивних передніх кутів|кутків| рекомендується використовувати позитивні або негативні пластини із|із| стружкодробящими| канавками на передній грані.
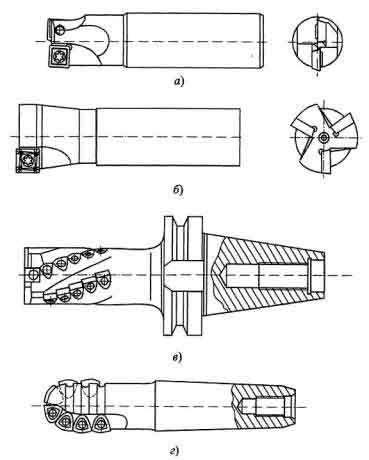
Мал. 8. Кінцеві фрези оснащені СМП:
а - двозуба; б - тризуба; у - для обробки глибоких пазів; г - для копіювальних робіт
На мал. 8, а, би приведена двозуба і тризуба кінцеві фрези фірми|фірма-виготовлювачі| «Sandvik| Coromant|» (Швеція), оснащені позитивними (а = 11°|) прямокутними пластинами, вживані для обробки уступів, пазів і виїмок.
На мал. 8, в показана кінцева фреза d = 20...50 мм для обробки глибоких пазів або високих уступів завдовжки до 70 мм з|із| кріпленням пластин гвинтами в гніздах|кублах|, розташованих|схильних| по гвинтовій лінії. На мал. 8, г показана фреза для копіювальних робіт, вживана при обробці фасонних виїмок в прес-формах, оснащена спеціальними пластинами форми радіусу.
Хвостовики кінцевих фрез можуть бути циліндровими, конічними або спеціальними короткими циліндровими. На верстатах з|із| ЧПУ ці фрези закріплюються в спеціальних патронах.
Дискові фрези, оснащені твердосплавними пластинами, до недавнього часу застосовували зазвичай|звично| в напайном| варіанті. Прот|однак|е унаслідо|внаслідок|к складності заточування і особливо із-за відпаювання ріжучих пластин при нагріві (особливо на трибічни|тристоронніх|х фрезах) всього більшого поширенн|розповсюдження|я набувають фрези |із|з механічним кріпленням СМП. У конструкціях цих фрез в основному використані ті ж способи і елементи кріплення, що і в конструкціях торцевих фрез. Прот|однак|е тут виникають додаткові труднощі, пов'язані з необхідністю розміщення елементів кріплення у вузьких корпусах фрез. |у|В трибічни|тристоронніх|х фрез необхідно також забезпечити надійний стружкоотвод| і позитивні передні ку|кутки|ти на торцевих ріжучих кромках.
Дискові фрези, оснащені твердосплавними пластинами, до недавнього часу застосовували зазвичай|звично| в напайном| варіанті. Прот|однак|е унаслідо|внаслідок|к складності заточування і особливо із-за відпаювання ріжучих пластин при нагріві (особливо на трибічни|тристоронніх|х фрезах) всього більшого поширенн|розповсюдження|я набувають фрези |із|з механічним кріпленням СМП. У конструкціях цих фрез в основному використані ті ж способи і елементи кріплення, що і в конструкціях торцевих фрез. Прот|однак|е тут виникають додаткові труднощі, пов'язані з необхідністю розміщення елементів кріплення у вузьких корпусах фрез. |у|В трибічни|тристоронніх|х фрез необхідно також забезпечити надійний стружкоотвод| і позитивні передні ку|кутки|ти на торцевих ріжучих кромках.
Випускають також фрези з|із| вкладишами, що мають дві або три бази для кріплення пластин. На мал. 8.13, би схемний показано кріплення тригранних пластин 2 у вкладишах 5 клинами 3 і гвинтами 4. Вкладиші 5 мають V-образные| пази під пластини і розташовуються з боку передньої поверхні пластин 2. Вони кріплятьс|зміцнюють|я в корпусі 1 гвинтами 6.
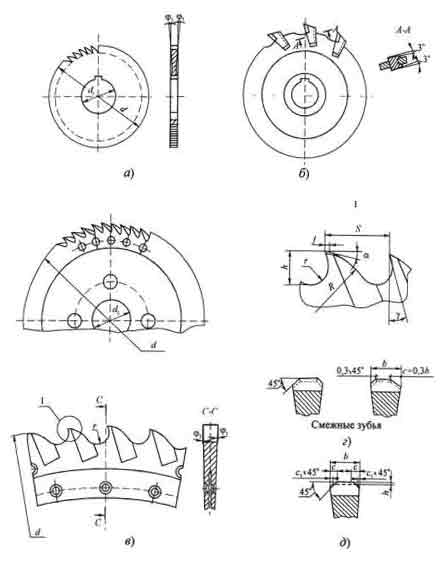
Мал. 9. Фрези прорізні і відрізні
а - прорізна і відрізна цілісна; б - відрізна збірна; у - сегментна; г, д - схеми різання
В|у| таких фрез вкладиші змінні, корпус добре оберігається|запобігає| від пошкоджень|ушкоджень|, забезпечується нормальний стружкоотвод|, ал|та|е вони можуть успішно застосовуватися лиш|тільки|е при відносно невеликих глибинах різання.
Технологічніше, компактніше і надійніше кріплення пластин 2 досягається гвинтами з|із| конічною голівкою|головкою| через отвір до вкладиша 3, а кріплення вкладиша в корпусі 1 здійснюється за допомогою клину 4 і гвинта 5. Для оберігання|запобігати| вкладишів від зсуву|зміщення| при великих навантаженнях і регулюванні по висоті на їх опорних поверхнях і в гніздах|кублах| створюють рифлення (мал. 8.13, в).
При обробці різанням пазів невеликої ширини (У = 5... 10 мм) і великою глибиною реза| (h = 18...84 мм) фірмо|фірма-виготовлювачем|ю «Sandvik| Coromant|» (Швеція) розроблені дискові фрези діаметром d = 80...250 м|із|м з безпосереднім кріпленням спеціальних пластин гвинтами з двох сторін корпусу (мал. 8.13, г). Ці пластини мають позитивні передні к|кутки|ути. При тангенціальному кріпленні вони володіють найбільшою міцністю, а за наявності чотирьох ріжучих кромок - більшою стійкістю.
Для відрізних робіт з|із| В = 2...6 мм, h = 17...87 мм цією ж фірмою|фірма-виготовлювачем| створені фрези діаметром 80...315 мм (мал. 8.13, д) зі|із| вставними пластинами спеціальної форми, розробленими для відрізних різців (див. мал. 2.5). Кріплення пластин в корпусі здійснюється за рахунок пружних деформацій стінок пазів і сил тертя при установці їх в клиноподібних пазах.
Заміна пластин при поломках або вифарбовуванні виробляється|справляє| за допомогою спеціального ключа|джерела| (мал. 8.13, д). Спеціальна форма передньої грані пластин забезпечує хороше|добре| дроблення стружки, найменші сили різання і високу надійність фр|ез.








