2015-09-06
2015-09-06 2642
2642Монолитные фрезы — это фрезы, выполненные полностью из твердосплавного материала. Иногда их называют «пальчиковые фрезы». Их применение позволяет значительно ускорить процесс обработки, экономя время на замену/заточку и увеличивая скорость прохода в пять — шесть раз. Так же твёрдый сплав в режущем инструменте служит для обработки стали в закалённом виде, что исключает погрешности от деформации. В монолитные фрезы выпускаются следующих сплавов: Т5К10, Т15К6, ВК8, ВК10-ОМ. Самый передовой сплав — ВК10-ОМ, он отличается экономичностью и повышенной износоустойчивостью.
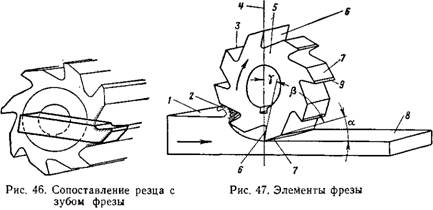
Элементы фрезы. Фреза является режущим многозубым инструментом, каждый зуб которого представляет собой простейший резец (рис. 46).
На рис. 47 показаны элементы фрезы, причем эти элементы для большей наглядности обозначены теми же цифрами, что и одинаковые с ними элементы резца, представленного на рис. 45.
Передняя поверхность 6 зуба фрезы 5 образует с вертикальной плоскостью 4 передний угол у; задняя поверхность 7 зуба образует с обработанной поверхностью 8 заготовки задний угол а; передняя поверхность 6 зуба образует с задней поверхностью 7 зуба угол заострения р.
Режущая кромка 3, или лезвие, образована пересечением передней и задней поверхностей. Практически режущую кромку зуба фрезы делают не в виде линии, а в виде узкой полоски-лен- точки шириной около одной десятой миллиметра. Эта ленточка 9 обеспечивает правильную заточку фрез.
Наружный диаметр фрезы, размеры и форма впадины зуба для размещения и выхода стружки, высота и профиль зуба, количество зубьев, их шаг также являются элементами фрезы.
Понятие о геометрии фрезы. Выбор правильной величины режущих углов и размеров элементов фрезы является решающим средством для получения наилучших результатов при фрезеровании. Совокупность геометрических размеров режущих углов размеров и форм зубьев фрезы называют геометрией фрезы.
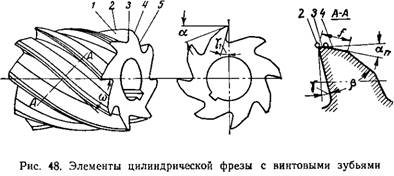
Геометрия цилиндрической фрезы. На рис. 48 показаны элементы цилиндрической фрезы: передняя поверхность задняя поверхность 4 шириной f, ленточка 3 шириной 0,05—0,1 мм, затылочная поверхность (спинка) 5, режущая кромка (лезвие) 2, наклоненная к оси фрезы под углом со.
Задний угол а представляет собой угол между касательной к задней поверхности зуба фрезы и нормалью к осевой плоскости, проходящей через точку лезвия данного зуба. Этот угол измеряется в плоскости, перпендикулярной к оси фрезы, т. е. в плоскости торца фрезы. Нормальный задний угол а„ измеряется в плоскости, перпендикулярной к режущей кромке. С увеличением заднего угла уменьшается трение и, следовательно, износ зуба по задней поверхности, что увеличивает срок работы фрезы без переточки и улучшает чистоту обработанной поверхности. Однако с увеличением заднего угла уменьшается угол заострения р, а это приводит к ослаблению зуба и может вызвать поломку (выкрашивание) его при большой стружке. Обычно задний угол а назначают в пределах от 12 до 30° в зависимости от типа фрезы.
Передний угол у представляет собой угол между касательной к передней поверхности зуба фрезы и осевой плоскостью, проходящей через точку лезвия данного зуба. Этот угол измеряется в плоскости, перпендикулярной к режущей кромке. Поперечный передний угол измеряется, в плоскости, перпендикулярной к оси фрезы, т. е. в плоскости торца фрезы. Передний угол может иметь как положительное, так и отрицательное значение. При правильно выбранном переднем угле у снятие стружки происходит более плавно и износ зуба по передней поверхности (затупление фрезы) получается меньшим, что позволяет фрезе работать дольше без переточки. Обычно передний угол у назначают в пределах от —10 до +20° в зависимости от типа фрезы, материала режущей части и твердости обрабатываемого материала.
Угол заострения р образован передней и задней поверхностями и зависит от значения переднего и заднего углов. Так как прочность зуба фрезы тем больше, чем больше угол заострения Р, то вполне понятно желание увеличить этот угол. При фрезеровании твердосплавными фрезами сталей повышенной твердости и твердых чугунов во избежание выкрашивания лезвия зуба фрезы применяют отрицательный передний угол Y для увеличения угла заострения р.
Угол наклона со винтовой режущей кромки служит для увеличения плавности работы фрезы и для создания направления сходящей стружки. Обычно угол наклона режущей кромки со назначают в пределах 10—55° в зависимости от типа фрез.
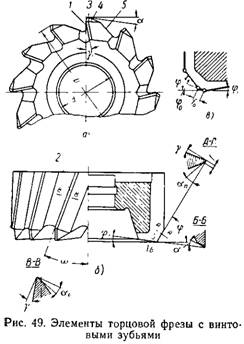
Геометрия торцовой фрезы. На рис. 49, а и б показаны элементы торцовой фрезы. На рабочей части этой фрезы различают две режущие кромки (лезвия): главную режущую кромку на цилиндрической поверхности фрезы и вспомогательную режущую кромку на торцовой поверхности фрезы.