 2015-09-06
2015-09-06 7428
7428Червячная фреза представляет собой исходный червяк, с точечным мгновенным касанием с поверхностью обрабатываемой детали, превращенный в режущий инструмент (рис. 1). Червячные зуборезные фрезы – это многолезвий-ные инструменты реечного типа, работающие по методу обката. Червячные фрезы применяют для обработки прямозубых, косозубых и шевронных цилиндри-ческих колес, а также для нарезания зубьев червячных колес с различными видами зацепления. Червячная фреза как инструмент получается из червяка путем прорезания канавок, образующих переднюю поверхность зубьев и пространство для размещения стружки и затылования зубьев для создания задних углов по всему контуру. Так как рейки находятся на витках червяка, то при вращении последнего режущие кромки зубьев получают не только движение вокруг оси фрезы, но и непрерывное смещение вдоль оси. Таким образом, червячная фреза является инструментом с конструктивным движением обката и инструментом с бесконечной рейкой, находящейся в зацеплении с нарезаемым колесом.
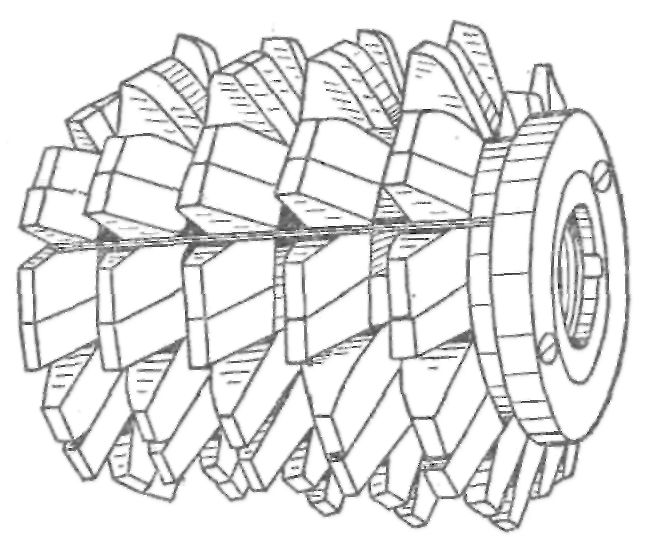
Рис. 1 Червячная фреза
Способ фрезерования зубчатых колес имеет широкое распространение в промышленности благодаря своей универсальности, высокой производительности и точности. Одной и той же фрезой данного модуля можно нарезать колеса с различным числом зубьев, что значительно сокращает число типоразмеров фрез. Благодаря непрерывности процесса обката достигаются высокая производитель-ность и точность колес по шагу.
По точности червячные фрезы изготавливаются классов ААА и АА (прецизионные) А, В, С и Д (общего назначения) и предназначены для нарезания колес 5-9 – й степеней точности.
По конструктивному выполнению червячные фрезы бывают цельные, насадные и сборные. По виду обработки они подразделяются на черновые (многозаходные), чистовые и прецизионные. По виду исходного червяка, положенного в основу червячной фрезы, они бывают эвольвентные, архимедовы, конволютные для нарезания колес с эвольвентным зацеплением. Для нарезания зубчатых колес с циклоидальным зацеплением и с зацеплением Новикова применяют фрезы, в основу которых положены соответствующие червяки.
Червячные фрезы работают на специальных зубофрезерных станках 5К301, 5К.320, 5К32 и др., а также на тяжелых станках 5342, 5345, 5364, выпускаемых Коломенским станкостроительным ПО. В процессе нарезания фреза и заготовка вращаются относительно своих осей. За один оборот фрезы заготовка повернется на 1/zк при однозаходной фрезе и на а/zк, если фреза многозаходная; здесь zк - число зубьев нарезаемого колеса, а - число заходов фрезы. Кроме того, станок имеет движение для врезания инструмента в радиальном направлении к заготовке и движения суппорта для подачи. Подачу осуществляют вдоль оси заготовки при обработке цилиндрических колес; в радиальном направлении - при обработке червячных колес или цилиндрических колес с узким ободом и в тангенциальном направлении к заготовке - при нарезании червячных колес.
Метод зубофрезерования червячными фрезами является высокопроизво-дительным и универсальным, получил широкое распространение во всех видах производства для обработки цилиндрических и червячных колес. В отличие от дисковых и пальцевых фрез одна червячная фреза может обрабатывать колеса с любым числом зубьев данного модуля. Недостатком метода зубофрезерования при осевой и радиальной подачах является ограниченность числа резцов, огибающих профиль зубьев обрабатываемого колеса; вследствие этого шероховатость обработанной поверхности зубьев в ряде случаев высокая.
Конструктивные параметры фрезы. При проектировании зуборезных червячных фрез должны быть заданы некоторые параметры зубчатого колеса: модуль m, угол давления на делительном диаметре, т. е. угол зацепления α, высота зуба h и высота головки зуба hа (рис. 2). Передний угол γв принимают для вершинных режущих кромок и задний угол αв, по наружному диаметру. Для стандартных фрез γв = 0, αв = 10-12°.
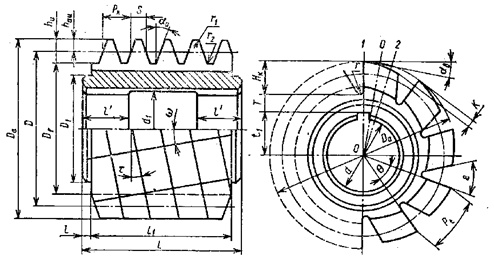
Рис. 2 Конструктивные параметры червячной фрезы.
В зависимости от вида и точности обработки колеса выбирают также число заходов фрезы и класс ее точности. Для чистовой обработки применяют однозаходные фрезы, для черновой, предварительной - многозаходные.
Основными конструктивными параметрами червячной фрезы являются диаметр, длина, диаметр отверстия под оправку, число зубьев, форма и направле-ние канавок, размеры профиля зубьев. Наружный диаметр фрезы принимается по нормалям и стандартам с учетом паспортных данных зубофрезерного станка, или же задаются углом подъема витков исходного червяка и определяют делитель-ный, а затем наружный диаметр фрезы.
При определении диаметра надо учитывать следующие противоречивые обстоятельства: с одной стороны, чем больше диаметр фрезы, тем лучше, так как повышаются точность и производительность обработки; с другой стороны, с увеличением диаметра фрезы она становится дороже, увеличиваются крутящий момент и длина врезания в заготовку. Для чистовых фрез рекомендуется принимать диаметр больше, чем для черновых, а для прецизионных еще больше, чем для чистовых.
ГОСТ 9324-80Е установил диаметры фрез общего назначения для
m = 1-25 мм от 71 до 305 мм.

