 2015-09-06
2015-09-06 1940
1940Шорсткість поверхні - сукупність нерівностей поверхні з відносно малими кроками на базовій довжині. Вимірюється в мікрометрів (мкм). Шорсткість відноситься до мікрогеометрії твердого тіла і визначає його найважливіші експлуатаційні властивості. Насамперед зносостійкість від стирання, міцність, щільність (герметичність) з'єднань, хімічна стійкість, зовнішній вигляд. Залежно від умов роботи поверхні призначається параметр шорсткості при проектуванні деталей машин, також існує зв'язок між граничним відхиленням розміру і шорсткістю. Вихідна шорсткість є наслідком технологічної обробки поверхні матеріалу, наприклад, абразивами. У результаті тертя і зношування параметри вихідної шорсткості, як правило, змінюються.
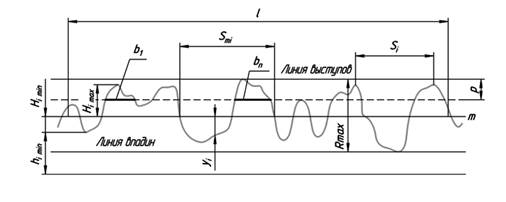
Рис. 5. Нормальний профіль і параметри шорсткості поверхні.
Стандартом визначено 6 параметрів оцінки шорсткості поверхні.
Висотні:
2. Rа — середнє арифметичне відхилення профілю (середнє арифметичне абсолютних значень відхилень профілю в межах базової довжини);
3. RZ — висота нерівностей профілю по 10 точках (сума середніх абсолютних значень висот п'яти найбільших виступів і глибин п'яти найбільших впадин профілю в межах базової довжини);
4. Rmах — найбільша висота профілю (відстань між лінією виступів профілю і лінією впадин профілю в межах базової довжини).
Крокові:
5. S — середній крок місцевих виступів профілю (середнє арифметичне значення кроку нерівностей профілю по вершинах в межах базової довжини).
6. Sm— середній крок нерівностей профілю по середній лінії (середнє арифметичне значення кроку нерівностей профілю в межах базової довжини).
Висотно-кроковий:
7. tр — відносна опорна довжина профілю (відношення опорної довжини профілю до базової довжини, де р — значення рівня перерізу профілю).
Шорсткість поверхонь на кресленні деталі вказують для усіх поверхонь, що виконуються по цьому кресленню, незалежно від методів їх утворення, крім поверхонь, шорсткість котрих не обумовлена вимогами конструкції.
Структура позначення шорсткості поверхні наведена на малюнку

Рис. 6. Структура позначення шорсткості поверхні на кресленнях
Вид обробки поверхні вказують у позначенні шорсткості тільки у випадках, коли він є єдиним, для отримання потрібної якості поверхні.
У випадку, коли структуру (напрямок шорсткості) і спосіб обробки поверхні не вказують, знак шорсткості зображують без полиці.
Крім того, якщо знак шорсткості поміщають в правому верхньому куті кресленика (він відноситься до усіх поверхонь деталі), а якщо за ним у дужках вказано символ шорсткості, то цей параметр відноситься до решти поверхонь, шорсткість яких не вказана безпосередньо.
Значення параметрів шорсткості вказують на кресленнях за такими правилами (див. рис.7):
· Ra вказується без символу, а інші параметри із символом;
· при вказанні діапазону параметрів записують межі у два рядки;
· при вказанні декількох параметрів шорсткості їх значення записують у стовпець, зверху вниз в наступному порядку: Ra, Rz, Rmax, Sm, S, tp;
· якщо шорсткість нормується параметром Ra чи Rz з числа наведених вище у таблиці, то базову довжину в позначенні шорсткості не вказують.
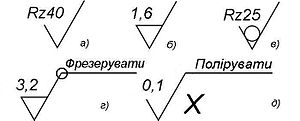
Рис. 7. Приклади умовних позначень шорсткості на креслениках
Методи вимірювання шорсткості поверхні
Шорсткість поверхні оцінюється якісними і кількісними методами. Перший базується на порівнянні обробленої поверхні з зразками, другий - на вимірюванні нерівностей спеціальними приладами.
1. Якісний метод оцінки шорсткості поверхні часто застосовують в цехових умовах. Крім стандартних зразків шорсткості поверхні, використовуються зразкові (еталонні) деталі, шорсткість котрих виміряна кількісним методом. Точність оцінки шорсткості поверхні значно підвищується при використанні мікроскопів, які дають можливість одночасно розглядати деталь, що перевіряється та зразок, які розташовані поряд, однаково збільшені і освітлені. Але треба пам'ятати, що оцінка шорсткості методом порівняння є суб'єктивною.
Шорсткість за допомогою приладів можна виміряти контактним і безконтактним способами. До контактних приладів належить профілограф -профілометр 201, профілометр 253, профілограф-профілометр 252. До безконтактних - прилади світлового перерізу: подвійний мікроскоп МІС-11 і мікроскоп ПСС-2.
Профілометри безпосередньо показують величину шорсткості контролюючої поверхні за параметром Rа, а профілографи записують профіль контролюючої поверхні у вигляді профілограми, за якою можна визначити параметри Rа, Rz, Rmах, Sm, S.
Профілометр — прилад, яким визначають розмір нерівностей (шорсткість) обробленої поверхні деталей.
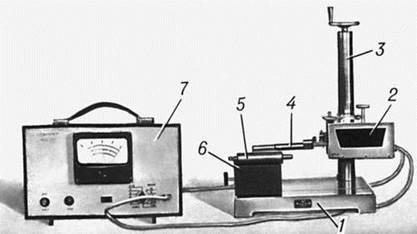
Рис. 8. Профілометр (модель 253 заводу «Калібр»): 1 - станина; 2 - привід; 3 - стійка; 4 - датчик; 5 - деталь; 6 - вимірювальний столик; 7 - електронний блок з показуючим пристроєм.
Електродинамічний профілометр складається з алмазної голки, що переміщаючись по поверхні зазнає коливань перпендикулярно до контрольованої поверхні відслідковуючи нерівності на ній, і датчика на базі індуктивного, ємнісного чи п'єзоелектричного перетворювача, який перетворює коливання голки на відповідні значення електричного сигналу, що подається на електровимірювальний прилад.
Більшість сучасних профілометрів можуть записувати профілограму завдяки чому вони ще мають назву профілографи.

Рис. 9. Профілометр портативний БВ-7646
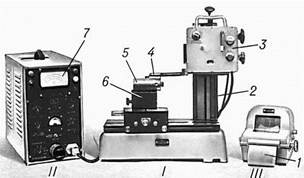
Рис. 10. Профілограф-профіломер (модель 202 заводу «Калібр») для визначення висот неравномерностей від 0,03 до 80 мкм на трасі обмацування до 36 мкм: 1 - профілограмма; 2 - стійка; 3 - привід; 4 - датчик; 5 - деталь; 6 - вимірювальний столик; 7 - показує пристрій електронного блоку.
Задану шорсткість поверхні деталі Ra 0.32 можемо вимірювати за допомогою профілометру, шорсткість інших поверхонь вимірюватимемо за допомогою еталонних зразків шорсткості поверхні.








