 2015-10-13
2015-10-13 1077
1077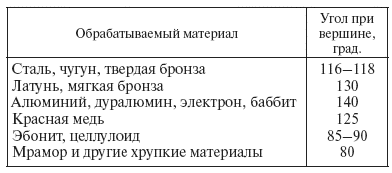
Процесс резания металла режущей кромкой осуществляется путем врезания ее в металл под действием вращения сверла и его осевой подачи. Величина угла режущей кромки определяется углом наклона винтовой линии и задним углом заточки сверла. Величина необходимого усилия подачи и сила резания определяются величиной переднего и заднего углов резания и величиной поперечной кромки. Уменьшить необходимое усилие подачи при сверлении можно за счет подточки поперечной кромки (перемычки) и выбора для данного материала оптимального угла резания.
Если сверло плохо сверлит, его следует заточить. Заточку можно выполнять вручную или машинным способом. Правильная заточка сверла дает возможность получать необходимые углы, удлиняет срок службы сверла, уменьшает усилия, а также дает возможность получать правильно выполненные отверстия.
Подбор необходимых для данного материала углов резания и заточка на специальных заточных станках для сверл обеспечивают получение правильных углов заточки и положение поперечной кромки в центре сверла. После заточки можно проверить углы заточки с помощью угломера или шаблона.
Перовые сверла (рис. 21, б) обычно изготавливаются из углеродистой инструментальной стали У10А или У12А. В этих сверлах различают следующие элементы: двусторонняя режущая часть с углом 116°, односторонняя – с углом 90–120°, направляющая часть с углом 100–110°, конусная рабочая часть, шейка и хвостовик.
Двусторонняя режущая часть обеспечивает рабочее движение при вращении сверла в обе стороны. Односторонняя режущая часть обеспечивает работу сверла только в одном направлении.
Недостатком этих сверл является отсутствие направляющей и изменение диаметра при каждой заточке. Применяются для отверстий малого диаметра, которые не требуют высокой точности исполнения.
Перовые сверла с удлиненной направляющей частью обеспечивают лучшее направление и более точный размер отверстия, дают возможность получать одинаковый диаметр до тех пор, пока не сошлифу-ется направляющая часть. Однако эти сверла малопроизводительны.
Перед сверлением необходимо соответствующим образом подготовить материал (разметить и обозначить места сверления), инструмент и сверлильный станок. После закрепления и проверки установки детали на столе сверлильного станка или в другом приспособлении, а также после закрепления сверла в шпинделе станка приступают к сверлению согласно инструкции и требованиям безопасности труда. Нельзя забывать об охлаждении сверла.
В процессе сверления могут иметь место различные дефекты: поломка сверла, выкрашивание режущих кромок, отклонение сверла от оси отверстия и т. д.
В табл. 9 указаны виды дефектов, причины их возникновения, а также способы устранения.
Таблица 9

