 2014-02-12
2014-02-12 1999
1999СВЁРЛА
Расчет роликов
Сводится к определению числа заходов i, по wи = w
wn – угол наклона винтовой линии ролика.
w – угол наклона накатанной резьбы
Угол wn: tgwn = Pn / ПD2
Pn – шаг резьбы ролика
D2 – средний диаметр резьбы ролика
Угол w: tgw = P / Пd2
Pn / ПD2 = P / Пd2; D2 / d2 = Pn / P = i; i = D2 / d2
Размер D2 ограничивается возможностями резьбонакатного станка, как в min, так и в max отношении. Поэтому при min D2 равному 150мм. для накатной резьбы М1,7 * 0,35 Þ i = 88. Такую резьбу трудно прошлифовать на ролике.
Резьбонакатные ролики перетачиваются методом перешлифовки резьбы.
m = ± 0,0175D2
wn = (3 – 5).
Инструменты для обработки отверстий
Свёрла, зенкеры, развёртки, пластинчатые расточные резцы, комбинированные инструменты.
Свёрла обеспечивают точность отверстия до квалитета: Ra до 6,3
Зенкеры – 8 квалитет, Ra до 0,8
Развёртки – 5 квалитет, Ra до 0,1
Свёрла и зенкеры закрепляются в жёстких патронах, развёртки в жёстких патронах оправка при которых повышается точность обрабатываемых отверстий, понижается шероховатость поверхности.
Зенкеры снимают припуск и обеспечивают направление геометрической оси отверстия. После развёртывания точность положения этой оси неизменяется.
Бывают:
- Спиральные
- Перовые
- Для сверления глубоких отверстий
- Сборные свёрла с СМП, используемые в условиях автоматизированного производства
Анализ геометрии спирального сверла
Сверло состоит:
- Рабочая часть
- Хвостовик
- Шейка
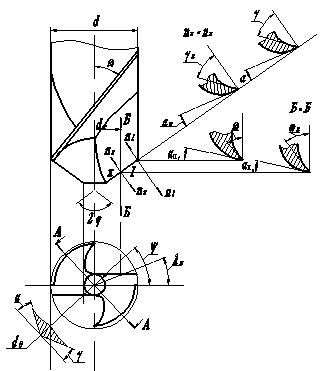
Рис. 154
αБ1 – задний угол продольной плоскости сверла для точки 1 режущей кромки
αх – задний угол нормальной плоскости сверла для точки х режущей кромки
На эскизе продольная плоскость сверла обозначается Б –Б. В связи с тем, что продольная плоскость у сверла соответствует поперечной плоскости у резца. Анализ геометрии сверла можно производить на основе формул единой геометрии полученной для резца.
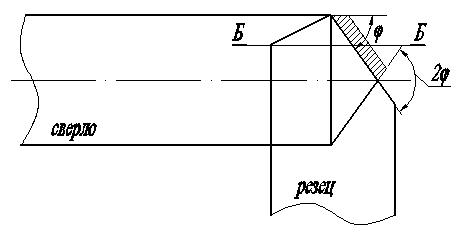
Рис. 155
φР – φсв
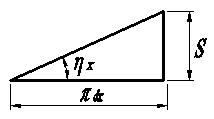
Передняя поверхность спирального сверла получается при его изготовленни методами пластической деформации и механической обработки. При изготовлении образовывается винтовая канавка. Угол наклона винтовой линии на любом диаметре сверла можно определить из развёртки винтовой линии на плоскость из следующего прямоугольного треугольника для диаметра dx
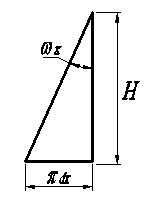
 1)
1)
Законом винтовых поверхностей является независимость осевого шага Н от диаметра данного винтового тела.
Н = const
 2)
2)
Поделим выражение 1) на выражение 2): 
 3)
3)
При отсутствии заточки передней поверхности свёрла, передний угол продольной плоскости сверла равен углу наклона винтовой линии для рассматриваемой точки режущей кромки.
Из формулы 3) следует, что передний угол в продольной плоскости уменьшается от наружного диаметра сверла к его центру.
Формула 3) является приближённой, т.к. не учитывается наличие переточек у сверла.
 .
.
 4)
4)
Из формулы 4) следует, что передний угол в нормальной плоскости уменьшается с приближением от наружного диаметра к сердцевине сверла. В центре сверла при dX =0 формула показывает значение γХ = 0.
Формула 4) содержит погрешности, как и формула 3). Но её можно использовать при анализе геометрии сверла.
Анализ формулы 4) показывает, что передний угол в нормальной плоскости зависит от ω и φ.
Угол φ влияет на геометрию сверла и условия его работы точно так же, как угол φ у резца (φ определяется по справочнику, в зависимости от марки материала обрабатываемой детали).
Малые значения угла ω согласно формулес4) приводят к малым углам в районе перемычки сверла, фактически к отрицательным передним углам в районе перемычки.
Чтобы облегчить условия работы сверла в районе перемычки, необходимо повысить угол ω.
Но повышение угла ω приводит к увеличению переднего угла на наружном диаметре сверла, т.е. уменьшение угла режущего клина. Это приводит к уменьшению фронта отвода стружки из зоны резания, следовательно увеличивается износ угла на наружном диаметре сверла и уменьшается прочность режущего клина.
ωоптим = 15…350 в зависимости от диаметра сверла.
Твёрдосплавные свёрла свёрла применяются для обработки: чугуна, бронзы, мрамор, гранит.
Такие сверла оснащаются коронками, наконечниками, твёрдыми пластинками.
После напайки пластины производится заточка передней поверхности пластины с образованием угла γ = 100
Задний угол образуется при заточке спирального сверла, поэтому заднюю поверхность необходимо затачивать с оптимальным изменением заднего угла вдоль режущей кромки.
 5) ω – см. формулы единой геометрии.
5) ω – см. формулы единой геометрии.
Для точки х сверла


Формула 5) определяет взаимосвязь между задними углами в продольной плоскости и в нормальной плоскости к режущей кромке.
При сверлении каждая точка режущей кромки движется по винтовой линии. Угол наклона винтовой линии для точки Х режущей кромки сверла hX, определяется из развёртки винтовой линии на плоскость из треугольника:
 6)
6)
ηХ – угол наклона винтовой линии траектории токи Х сверла.
S – подача сверла (мм/оборот).
Движение сверла изменит величину заднего угла, заточенного на сверле и значение кинематического заднего угла для точки Х режущей кромки:
 7)
7)
Пример: диаметр 10мм. d0 = 0,15d = 1,5 мм
d0 = 1,5 → ηX = 2,40
d = 10 → ηX = 0,40
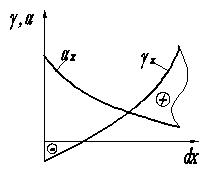
Рис. 156
Из формулы 6) следует, что заточенный на сверле задний угол уменьшается на большую величину при работе сверла в области перемычки.
Значит, чтобы сохранить приближённо постоянным кинематический задний угол вдоль режущей кромки сверла, необходимо затачивать его больше величины в области перемычки с уменьшением к наружному диаметру сверла.
Более важная причина затачивать заднюю поверхность сверла с вышеуказанными изменением заднего угла вдоль режущей кромки: известно, что технология изготовления винтовых канавок сверла приводит к разной величине переднего угла вдоль режущей кромки:
- передний угол больше на наружном диаметре сверла и уменьшается с приближением к перемычке.
Чтобы сохранить приближённо постоянным угол режущего клина вдоль режущей кромки, необходимо при заточке сверла затачивать задний угол большей величины в области перемычки с уменьшением к перефирии сверла.
dнаружн. = 8…140
dсердц. = 20…250
Заднюю поверхность спиральных свёрл затачивается по следующим поверхностям:
1) По плоскости
2) По двум плоскостям
3) По коническим поверхностям
4) По цилиндрическим поверхностям
5) По винтовой поверхности
1)
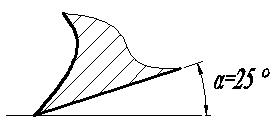
Рис. 157
Такая заточка приводит к увеличению износа инструмента. Уменьшение величины заднего угла при одноплоскостной заточке не возможно, т.к. имеет место интерференция задней поверхности сверла и винтовой поверхности резания. Чтобы иметь оптимальное значение, с точки зрении условий резания, заднего угла необходимо производить двухплоскостную заточку.
2)
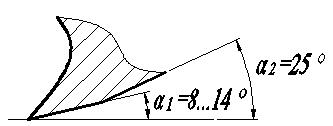
Рис. 158
Для свёрл, оснащенных пластинами с твёрдым сплавом.
4) Применяется редко.
5) Эта заточка наиболее выгодна, т.к. легче автоматизируется и наблюдаются наиболее благоприятные изменения геометрических параметров вдоль режущей кромки сверла, а поперечная кромка получается выпуклой, что необходимо при начале сверления.
Улучшение геометрических параметров спирального сверла.
* Уменьшение передних углов при приближении к центру сверла
** Неблагоприятные геометрические параметры на поперечной кромке и ленточке.
*** Сильное изнашивание свёрл при работе, в месте перехода главной и вспомогательной режущей кромки, приводят к необходимости улучшения их режущих свойств с помощью специальных подточек, а так же применение более прогрессивных конструкций.
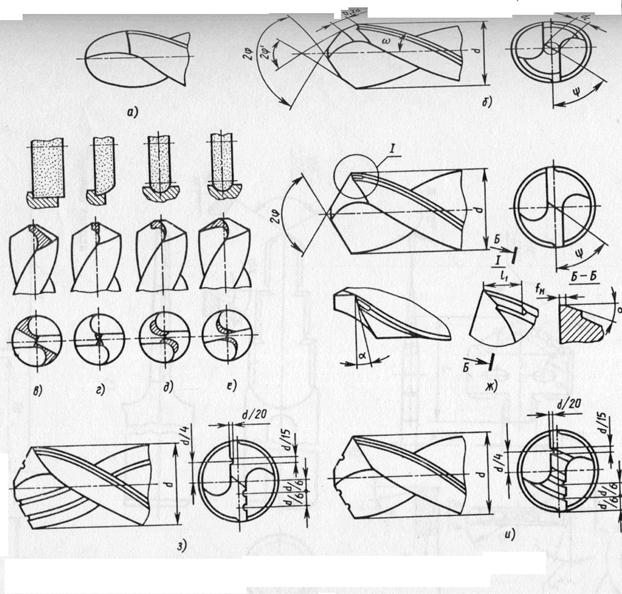
Рис. 159
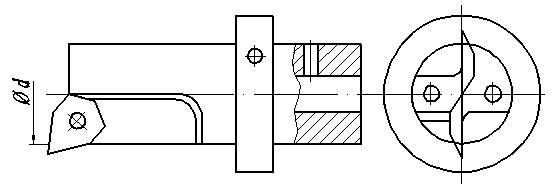
Рис. 160

