 2015-10-16
2015-10-16 379
379При прокатке в черновых клетях толстолистовых станов (ТЛС) фактор формы продольного сечения очага деформации (ld/hср) почти всегда меньше единицы. Существующие теоретические формулы для определения давлений металла на валки, в том числе классическая формула А.И.Целикова, в этом случае дают большие погрешности, так как теоретически не учитывают влияния внешних зон (одномерная задача). Для учета последних, при прокатке с ld/hср<1 А.И.Целиков ввел экспериментальный коэффициент nσ//=(ld/hср)-0,4, полученный по результатам осадки образцов между параллельными бойками.
Прокатка в гладких валках черновых клетей ТЛС соответствует условию плоской схемы деформации, следовательно, для решения задачи контактных давлений целесообразно применить метод линий скольжения (ЛС), который, как известно, позволяет учесть не только контактное трение, но и внешние зоны (двухмерная задача). С помощью этого метода были получены формулы для определения среднего давления прокатки
 (3.1)
(3.1)
и коэффициента напряженного состояния
 , (3.2)
, (3.2)
где φ0 – угол наклона начальной (нулевой) линии скольжения, град;
 - угол наклона хорды, град.
- угол наклона хорды, град.
Несмотря на простоту и высокую точность, формулы (3.1) и (3.2) не нашли широкого применения, так как для их решения требовалось определить угол φ0. Для нахождения φ0 необходимо методом итераций построить и выбрать то единственное поле линий скольжения (ПЛС), которое удовлетворяет условиям равновесия и конкретным условиям задачи (заданным значениям ld/hср и αз). Так как значения ld/hср и αз при прокатке толстых листов изменяются от пропуска к пропуску, то для нахождения nσ пришлось бы строить количество ПЛС, равное числу пропусков.
Формулы (3.1) и (3.2) могут быть получены в результате преобразования некоторых уравнений. При этом результаты исследований позволяют определить угол наклона начальной характеристики θ0,0 без построения и расчета ПЛС по заданным значениям ld/hср и αз с помощью таблицы.
Указанный способ нахождения θ0,0 затруднил возможность применения ЭВМ при реализации разработанной методики. В предлагаемой работе, используя стандартные программы регрессионного анализа, отработаны на ЭВМ данные построения и расчета более 30 полей линий скольжения при прокатке толстых листов в условиях черновых клетей станов для различных соотношений значений αз, Δh, k (ld/hср = m) и получены следующие формулы для определения θ0,0:
при m ≤ 0,7:
 (3.3)
(3.3)
при 0,7< m<1:
 (3.4)
(3.4)
Коэффициент множественной регрессии для выражения (3.3) R = 0,92, для выражения (3.4) R = 0,99.
Для упрощенного ПЛС, изображенного на рисунке 1, можно найти средние нормальное и касательное напряжения в точке пересечения начальных характеристик (точка С0,0). Эти напряжения равны:
 , (3.5)
, (3.5)
где  - постоянная пластичности;
- постоянная пластичности;
- угол наклона хорды.
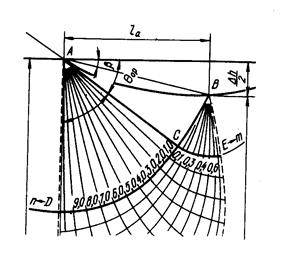
Рисунок 3.1 – Поле линий скольжения при замене дуги контакта хордой
Так как в области ΔАВС (рис. 3.1) сетка АС представлена двумя семействами взаимно ортогональных прямых линий, напряжения σ0,0 и τ будут действовать также и на хорде АВ.
Из теории пластичности известно, что среднее напряжение, нормальное к внешнему контуру (в данном случае к хорде АВ), равно: 
После подстановки σ0,0 из выражения (3.3) и преобразований получим
 (3.6)
(3.6)
Сила прокатки Р равна сумме всех сил на вертикальную ось. Приняв ширину полосы b равной единице, получим:
 (3.7)
(3.7)
Подставляя в уравнение σп из (3.6) без знака "минус" (знак "минус" условно был принят для обозначения сжатия) и τп из (3.5), получим:
 (3.8)
(3.8)
Среднее давление найдем, разделив силу прокатки на длину очага деформации (b = 1), т. е.
 ,
,
где  ,
,
 (3.9)
(3.9)
Отсюда коэффициент напряженного состояния
 (3.10)
(3.10)
Однако уравнение (3.10) позволяет для нахождения nσ пользоваться зависимостью  , т. е. находить Р, Рср и nσ без предварительного построения ПЛС.
, т. е. находить Р, Рср и nσ без предварительного построения ПЛС.
Формулы (3.8) – (3.10) рекомендуются для определения Р, Рср и nσ для случая прокатки в гладких валках при значениях фактора формы меньше единицы (ld/hср<1). Коэффициент nσ учитывает влияние внешних зон, т. е.  .
.
Перечень контрольных вопросов
1. Что оказывает наибольшее влияние на напряженное состояние металла при прокатке высоких полос?
2. Какие допущения приняты при построении сеток линий скольжения?
3. Какие составляющие входят в суммарный коэффициент напряженного состояния?
4. Оказывает ли влияние угол захвата на коэффициент напряженного состояние металла при прокатке высоких полос?
5. Каково влияние параметра ld/hcp на коэффициент напряженного состояния металла при прокатке высоких полос? С чем связано изменение этого влияния?








