 2015-10-16
2015-10-16 589
589| Толщина стенки детали,мм | 1,5-2 | 4-8 | 9-12 | 13-15 | 16-20 | >20 | |
| Диаметр электрода ,dэ,мм | 1,6; 2 | 4; 5 | 5; 6 | 6-10 |
2. Определяем число проходов:
 , где
, где
F1 – площадь поперечного сечения первого слоя, равная (6÷8) dэ, мм2;
Fn – площадь сечения последующих слоёв, равная (8÷12) dэ, мм2.
При сварке швов стыковых соединений с разделкой кромок общую площадь поперечного сечения наплавленного металла рассчитывают как:
 , где
, где
α – угол разделки кромок; b – зазор между кромками труб; δ – толщина стенки трубы; hуI – высота усиления шва; с – притупление кромок; hуII – высота усиления подварочного шва.
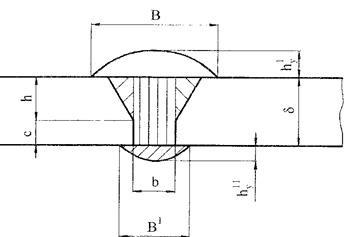 |
Рис. Форма поперечного сечения наплавленного металла стыкового шва с V – образной разделки кромок.
3. Определяется сила сварочного тока:

 ,
,
где dэ – диаметр электродного стержня, мм; j – допустимая плотность тока, А/мм2.
Таблица
Допустимая плотность тока при ручной электродуговой сварке, А/мм2
| Вид покрытия электрода | dэ, мм | |||
| Фтористо-кальцевое (основное) | 13-18,5 | 10-14,5 | 9-12,5 | 8,5-12 |
| Целлюлозное | 11,3-15,5 | 11,1-14,3 | 9,1-12,7 | 7-7,7 |
4. Устанавливаем напряжение сварочной дуги.
При зажигании дуги напряжение между электродом и свариваемым изделием Uхх=60-80В. При замыкании сварочной цепи напряжение падает почти до нуля и после возбуждения дуги поддерживается в пределах 15÷30В в зависимости от длины дуги и марки электрода.








