 2015-10-22
2015-10-22 444
444Заготовка базируется на установочных элементах приспособления и прижимается к ним зажимом с силой Q, а сила резания Рo действует в перпендикулярном направлении.
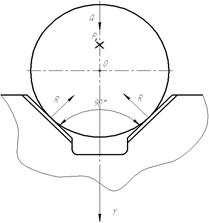
Рисунок 9.1 - Направление сил
Силе резания Рo противодействует сила трения Т между опорной поверхностью приспособления и нижней базовой плоскостью детали, а также между верхней плоскостью детали и поверхностью зажима.
Составим уравнение равновесия всех сил, действующих на заготовку относительно оси Y:
ΣFyi=Q – 2Rsina/2=0
2R= 
a=90Å
Требуемая сила зажима определяем из выражения:
kРо= Qf1+2Rf2
 ,
,
где k- коэффициент запаса зажима;  ;
;
k0=1,5 – гарантированный коэффициент запаса;
k1=1,0 - коэффициент, учитывающий изменение припуска;
k2=1,4 – коэффициент, учитывающий увеличение силы резания при затуплении инструмента;
k3=1,2 - коэффициент, учитывающий увеличение силы резания при прерывистом резании;
k4=1,0 - коэффициент, учитывающий постоянство сил зажима;
k5=1,0 – коэффициент характеризующий только зажимные механизмы с ручным приводом;
k6=1,0 - коэффициент, учитывающий наличие момента стремящегося повернуть заготовку;
 ,
,
a=  - угол призмы;
- угол призмы;
f1=f2=0,15;
Pо=44,981 Н;
 .
.
Расчёт зажимного механизма:
 ,
,
где  .
.
Определяем размер привода:
Ри=0,785D2ph,
где p=0,4 Н/м2 =4 кгс/см2 – удельное давление сжатого воздуха;
 =0,7.
=0,7.
Отсюда
 .
.
Округляем полученный диаметр до ближайшего значения: D=100мм.
Диаметр штока: d=0,25D=0,25*100=25 мм.








