 2015-10-22
2015-10-22 630
630
Шлифовальный инструмент Под типом инструмента 4xy собран разнообразный шлифовальный инструмент в общую группу.
Данная группа подразделяется на следующие предопределенные инструменты:
l 400 Периферийный шлифовальный круг
l 401 Периферийный шлифовальный круг с функцией контроля
l 403 Периферийный шлифовальный круг с функцией контроля без основного значения окружной скорости шлифовального круга SUG
l 410 Плоский диск
l 411 Плоский диск с функцией контроля
l 413 Плоский диск с функцией контроля без основного значения окружной скорости шлифовального круга SUG
l 490 Инструмент для правки центров
Тип шлифовального инструмента так же окончательно определяется после ввода второго и третьего знаков числового обозначения инструмента. Соответствующий параметр вводится с панели оператора в параметры коррекции DP1. При вводе параметров можно с помощью клавиши вызвать и пролистать меню с готовым значениями и выбрать соответствующий тип инструмента при помощи курсора. Подтверждение выбранного инструмента осуществляется клавишей „Input“.
Дополнит. указания Параметры, представленные на слайде, используются для контроля макс. числа оборотов, макс. скорости шлифования и т.д.., и могут быть использованы только включения опции.
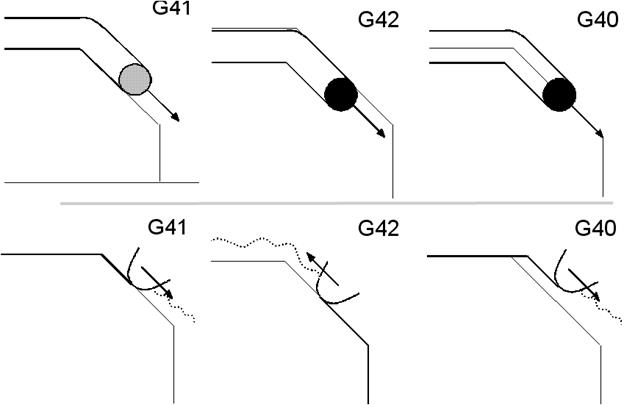
В отличие от коррекции длины, необходимо активизировать и де активизировать коррекцию радиуса инструмента в соответствующем месте управляющей программы при помощи специальных NC-команд.
G41 Активизация коррекции радиуса инструмента, инструмент работает по направлению обработки слева от контура.
G42 Активизация коррекции радиуса инструмента, инструмент работает по направлению обработки справа от контура.
G40 Де активизация коррекции радиуса инструмента.
Вкл./Выкл. коррекции радиуса Включение/выключение коррекции радиуса необходимо всегда выполнять в одном линейном кадре, то есть во время одного перемещения G0 или G1.
В данном кадре перемещения необходимо запрограммировать по меньшей мере одну (а лучше обе оси) выбранной рабочей плоскости.
Если при включении вводится только одна ось, то последнее положение второй оси автоматически дополняется и затем перемещаются обе оси.
Дополнительные указания Значения радиуса или длины, измененные пользователем или NС- программы через системные переменные становятся активными только лишь после нового вызова инструмента или же режущей грани (T- или D- программирования)
Способы подвода и отвода от контура В основном при подводе к контуру необходимо одновременно выбрать коррекцию радиуса инструмента (G41 или G42). Если подойти к детали можно только из неудобного положения, в котором из-за обстоятельств может возникнуть столкновение, то для решения этой задачи имеются две возможности:
l NORM: прямой подвод в начальное положение в рабочей плоскости и затем установка инструмента или
l KONT: обвод начальной точки контура по кривой (с G450) или по линии (с G451).
l NORM Инструмент перемещается непосредственно по прямой и устанавливается перпендикулярно в точке к контуру.
l KONT Инструмент объезжает точку контура по запрограммированному обходу угла согласно G450 или G451
NORM и KONT действуют одинаково как при подводе к контуру так и при отводе от контура.
Дополнительные указания Чтобы запрограммированный контур обрабатывался до конца, необходимо в каждом случае в кадре отвода запрограммировать G40.
Для выхода с коррекцией радиуса требуется движения осей в рабочей плоскости; эти движения должны быть по обеим осям настолько большими насколько велик радиус инструмента! G91 X0 не достаточно
Обвод внешних углов Sinumerik 840D предлагает для обвода внешних углов различные возможности. Таким образом можно достичь оптимума качества обрабатываемой поверхности и времени обработки.
G450 Окружность обвода, инструмент обходит углы заготовки по круговому пути радиуса инструмента
DISC=... Гибкое программирование команд подвода и отвода. По шагам от DISC=0 (окружность обвода как при G450) теоретически до DISC=100 (точка пересечения рассчитываемых траекторий средних точек инструмента как G451) может задавать степень, до которой инструмент может отклоняться от контура.
DISC=... Работает только в сочетании с G450 и действует модально.
G451 Подвод в рассчитываемую точку пересечения траекторий средних точек инструмента
Дополнительные указания Максимально возможное значение для DISC=... Ограничивается при помощи MD. Если в контуре детали присутствуют сплайны или полиномы то дополнительно вставляются кадры переходов внешних углов.
Контроль коллизий При внутренних контурах может активизироваться контроль коллизий при активной коррекции радиуса инструмента.
Количество кадров, которые учитываются в контроле коллизий, устанавливаются машинными данными MD20240.
CDON Активизация предварительного распознавания повреждений контура.
CDOF Деактивизация предварительного распознавания повреждений контура.
Дополнительные указания Распознавание повреждений контура базируется на контроле расчетной траектории движения инструмента. Как только система обнаруживает точку пересечения друг за другом следующих траекторий движения инструмента, то все последующие перемещения инструмента интерпретируются как возможные повреждения контура и обработка последующего элемента контура приостанавливается с дополнительным указанием пользователю.
Мягкий подвод и отвод Функция мягкого подвода и отвода используется для того, чтобы можно было тангенциально переместиться из начальной точки контура независимо от положения конечной (выходной) точки. Функция устанавливается преимущественно в сочетании с коррекцией радиуса инструмента; тем не менее она не очень значима.
Движения подвода и отвода состоят максимально из 4 движений:
l Начальная точка перемещение P0
l Промежуточные точки P1, P2 и P3
l Конечная точка P4
Точки P0, P3 и P4 всегда определены. Промежуточные точки P1 и P2 могут отсутствовать из-за параметризации и геометрических соотношений.
Выбор контуров подвода и отвода При помощи соответствующей G-команды можно отводить инструмент: по прямой (G147, G148), по четверти окружности (G247, G248) или по полуокружности (G347, G348). Эти же команды действительны и для подвода инструмента.
Выбор направления подвода и отвода Определение направления подвода и отвода при помощи коррекции радиуса инструмента (G140, установочное значение) при положительном радиусе инструмента:
l G41 активизация подвода слева
l G42 активизация подвода справа.
Дополнительные возможности задаются при помощи G141, G142 и G143.
G140 Направление подвода и отвода в зависимости от текущей стороны коррекции (установка по умолчанию).
G141 Подвод слева, отвод влево.
G142 Подвод справа, отвод вправо.
G143 Направление подвода и отвода в зависимости от относительного положения начальной или конечной точки к направлению касательных.
G147 Подвод по прямой.
G148 Отвод по прямой.
G247 Подвод по четверти окружности.
G248 твод по четверти окружности.
G347 Подвод по полуокружности.
G348 Отвод по полуокружности.
G340 Пространственный подвод и отвод (установка по умолчанию).
G341 Подвод и отвод в плоскости.
DISR=... Подвод и отвод по прямой (G147/G148) расстояние от кромки фрезы до начальной точки контура. Подвод и отвод по окружности (G247, G347/G248, G348) радиус траектории средней точки инструмента.
DISCL=... Расстояние от конечной точки быстрого установочного движения до плоскости обработки.
DISCL=AC(...) Абсолютный ввод положения конечной точки быстрого движения установки.
FAD=... Скорость медленного движения установки; запрограммированное значение действует соответственно подаче G93, G94, G95, G96.
FAD=PM(...) Запрограммированное значение не зависит от активного G-кода для подачи и интерпретируется как линейная подача (как G94).
FAD=PR(...) Запрограммированное значение не зависит от активного G-кода для подачи и интерпретируется как круговая подача (как G95).
Управление подачей
Скорость подачи задается при помощи адреса F (англ.: Feedrate) и имеет силу для прямолинейной (G1), круговой (G2 или G3) и сплайновой интерполяция. В каждом кадре управляющей программы может быть запрограммировано только одно значение подачи.
Скорость подачи может быть определена только в сочетании с G-командой.
Подача F активна до тех пор пока не будет запрограммировано новое значение подачи.








