 2017-10-25
2017-10-25 6497
6497Механизмы всех машин и приборов состоят из деталей и сборочных единиц. Характер соединений должен обеспечивать точность положения или перемещения деталей и сборочных единиц. В одних случаев необходимо получить подвижное соединение, в других - неподвижное.
ПОСАДКА - характер соединения деталей, определяемый разностью их размеров до сборки.
Посадки характеризуют свободу относительного перемещения соединённых деталей.
Зазором называется положительная разность между размерами отверстия и вала S = D — d (рис. 3 а).
Натяг N - разность размеров вала и отверстия до сборки соединения, если размер вала больше размера отверстия (рис. 3 б).
Различают три вида посадок: посадки с зазором, посадки с натягом, переходные посадки.
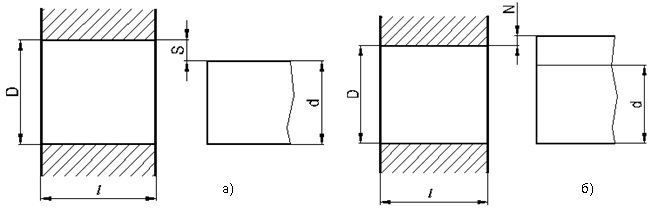
Рис.3
Посадки с зазором
Посадка с зазором – посадка, при которой всегда образуется зазор в соединении, она характеризуется предельными зазорами.
Наибольший зазор - разница наибольшего предельного размера отверстия и наименьшего предельного размера вала:
Smax = Dmax – dmin или Smax= ES – ei
Наименьший зазор - разница наименьшего предельного размера отверстия и наибольшего предельного размера вала:
Smin = Dmin – dmax или Smin= EI – es
Допуск посадки равен сумме допусков отверстия и вала:
ТП= TD + Td или ТS= Smax - Smin
Посадки с натягом
Посадка натягом – посадка, при которой всегда образуется натяг в соединении. Посадка с натягом характеризуется предельными натягами.
Наибольший натяг - разница наибольшего предельного размера вала и наименьшего предельного размера отверстия:
Nmax = dmax - Dmin или Nmax = es- EI
Наименьший натяг - разница наименьшего предельного размера вала и наибольшего предельного размера отверстия:
Nmin= dmin - Dmax или Nmin= ei – ES
Допуск посадки равен сумме допусков отверстия и вала:
ТП= TD + Td или ТN = Nmax- Nmin
Переходная посадка
Переходная посадка – посадка, при которой возможно получение как зазора так и натяга в соединении, в зависимости от действительных размеров отверстия и вала. Переходные посадки - характеризуется наличием наибольшими зазорами и наибольшими натягами.
Допуск посадки: ТП= Smax +Nmax
СИСТЕМА ДОПУСКОВ И ПОСАДОК ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ СОЕДИНЕНИЙ
Посадки всех трех групп с различными зазорами и натягами можно получить, изменяя положение обеих сопрягаемых деталей.
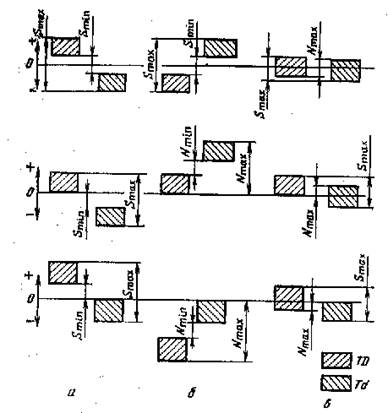
Расположение полей допусков посадок: а — с зазором; б — с натягом; в — переходной
Если при конструировании будут назначены любые поля допусков, то таких полей допусков может оказаться бесчисленное множество. Но это означает, что практически невозможно будет централизовано выпускать в продажу обрабатывающий, мерительный инструменты. Т.е. в технологическом и эксплуатационном отношениях удобнее получать разнообразные посадки, изменяя положение поля допуска только одной детали (отверстия или вала).
Такие отверстия и валы получили название основные.
Деталь, у которой положение поля допуска не зависит от вида посадки, наз. основной деталью. Таким образом, основная деталь — это деталь, поле допуска которой является базовым для образования посадок, установленных в данной системе допусков и посадок.
Основное отверстие – отверстие, нижнее отклонение которого равно нулю (EI).
Основной вал – вал, верхнее отклонение которого равно нулю (es).
Посадки, группирующие около основных деталей образуют систему допусков и посадок.
Система допусков и посадок - совокупность рядов допусков и посадок, закономерно построенных на основе опыта, теоретических и экспериментальных исследований и оформленных в виде стандартов.
Посадки в системе отверстия: посадки, в которых требуемые зазоры и натяги
получаются сочетанием различных полей допусков валов с полем допуска основного отверстия.
Посадки в системе вала: посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей допусков отверстий с полем допуска основного вала.
Посадки в системе отверстия

Посадки в системе вала

