 2017-12-14
2017-12-14 1626
1626
5.2 Анализ маршрутных карт
Маршрутная карта (МК) технологического процесса МК оформлена в соответствии с ГОСТ 3.1105-74, отмечены недостатки: не содержит всю необходимую информацию по реализации технологического процесса. На рисунке 3 приведен
Рис 3. Фрагмент маршрутной карты
5.3 Анализ операционных карт
Операционные карты технологического процесса «Вал главный» заполнены в соответствии с ГОСТ 3.1404-74. Операционная карта содержит информацию индивидуально для каждой механической обработки. В нее входит: применяемый инструмент (вспомогательный, режущий, мерительный). Приспособление, режимы резания, нормы времени, содержание перехода (установить, закрепить, снять деталь). Инструкция по технике безопасности.Однако в операционных картах содержится недостаточно информации, в частности отсутствует ведомость оснастки.В частности в операции 010 имеется опечатка, операцию развертывания предлагается сделать проходным резцом, что в принципе невозможно.
5.4 Анализ карт эскизов.
В картах эскизов изображены все проекции, сечения, разрезы, которые дают полную информацию о всех обрабатываемых поверхностях и их размерах которые должны быть обработаны на данной операции. Обозначение шероховатости поверхности размещено на карте в правом верхнем углу по ГОСТ2.309-73. На эскизах обозначение опор, зажимов и установочных устройств имеют условное изображение в соответствии с ГОСТ 3.1107-81.
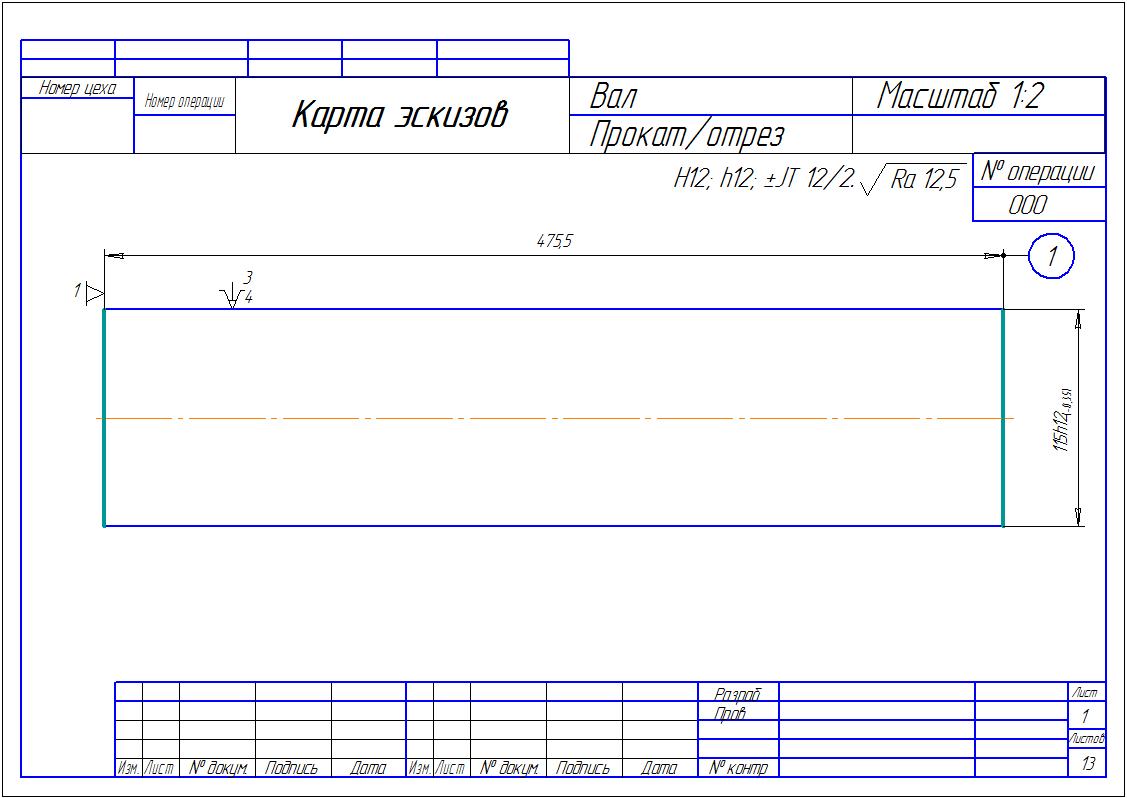
Рис 16-Фрагмент карты эскизов
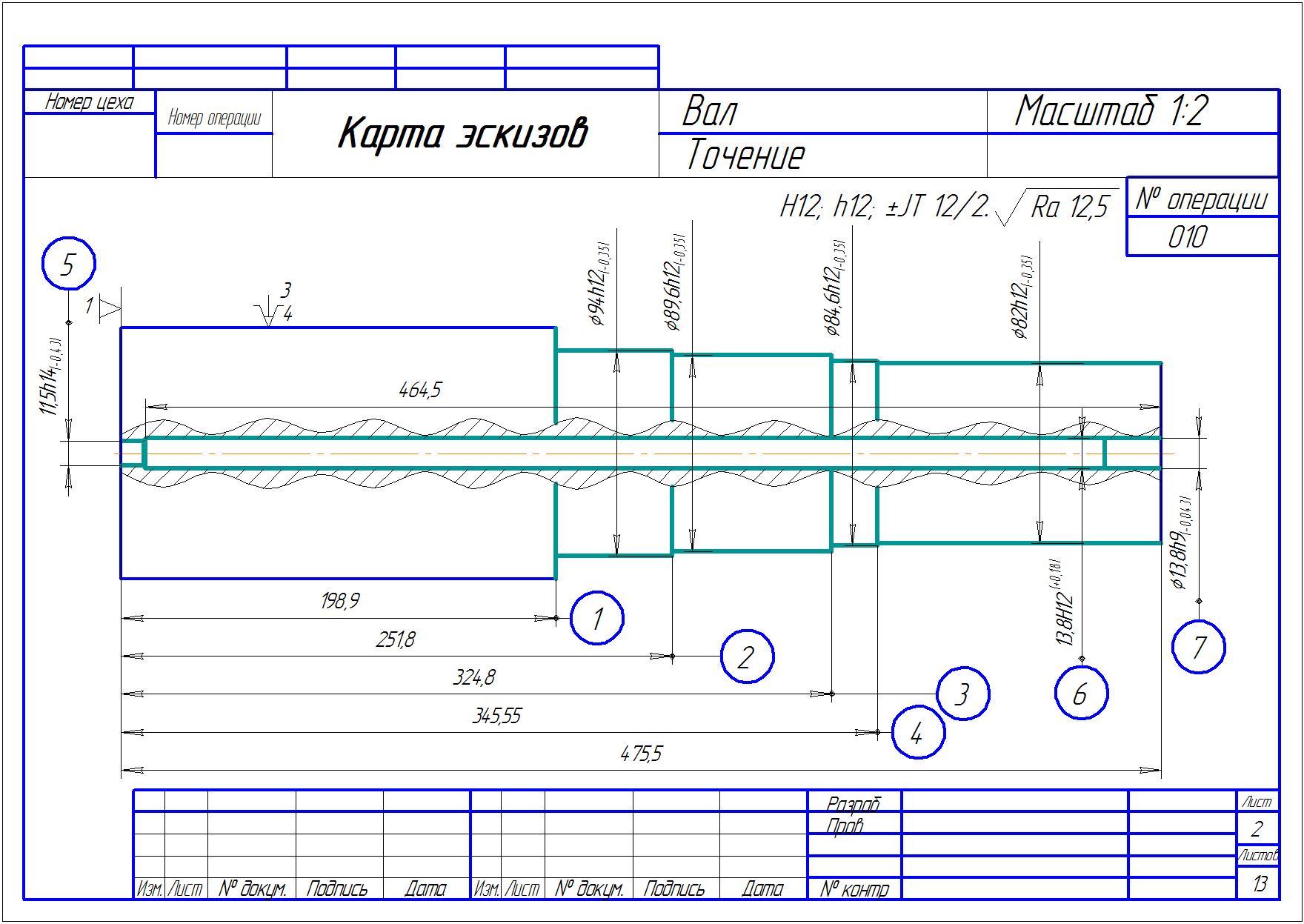
Рис 17-Фрагмент карты эскизов
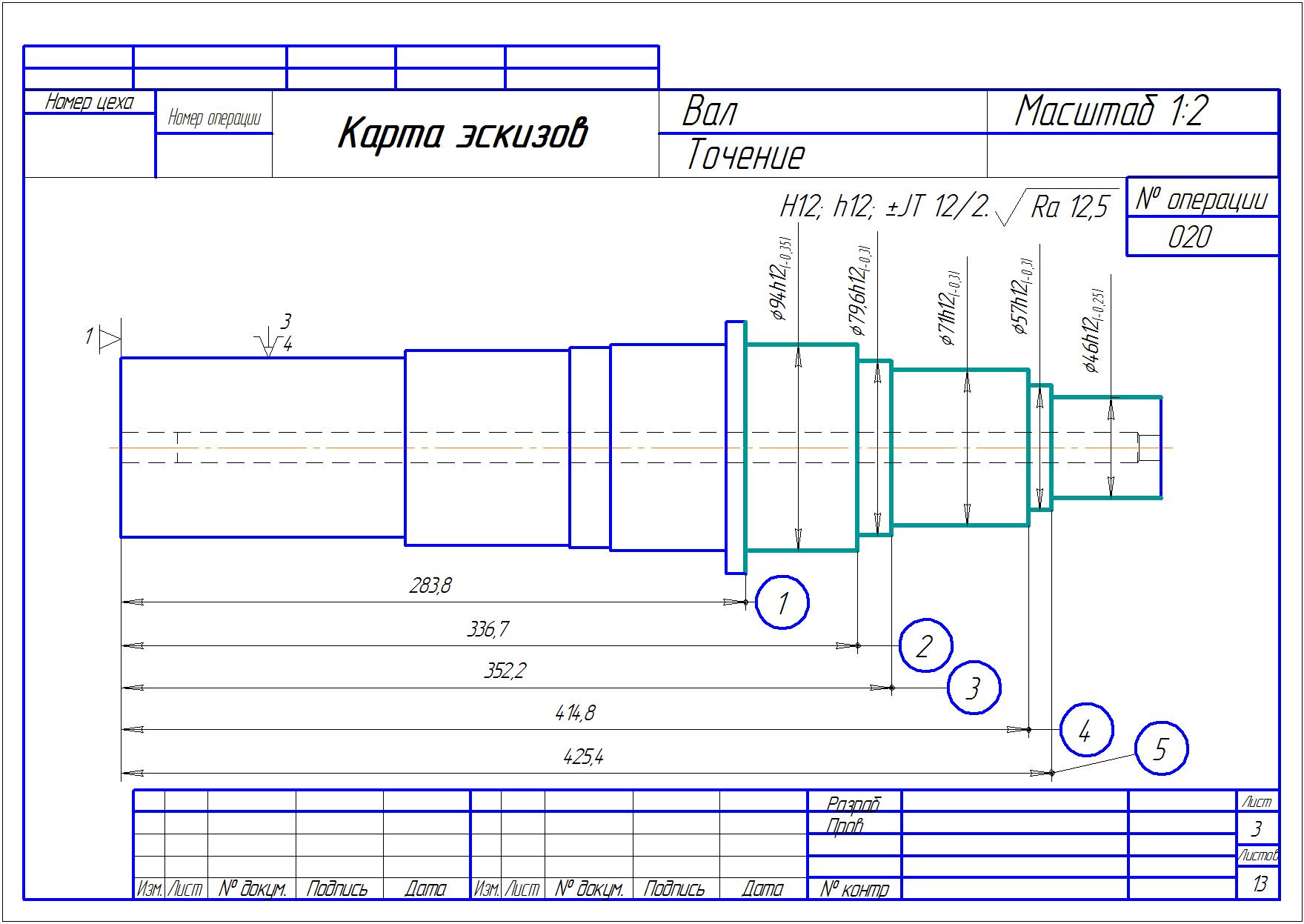
Рис 18-Фрагмент карты эскизов
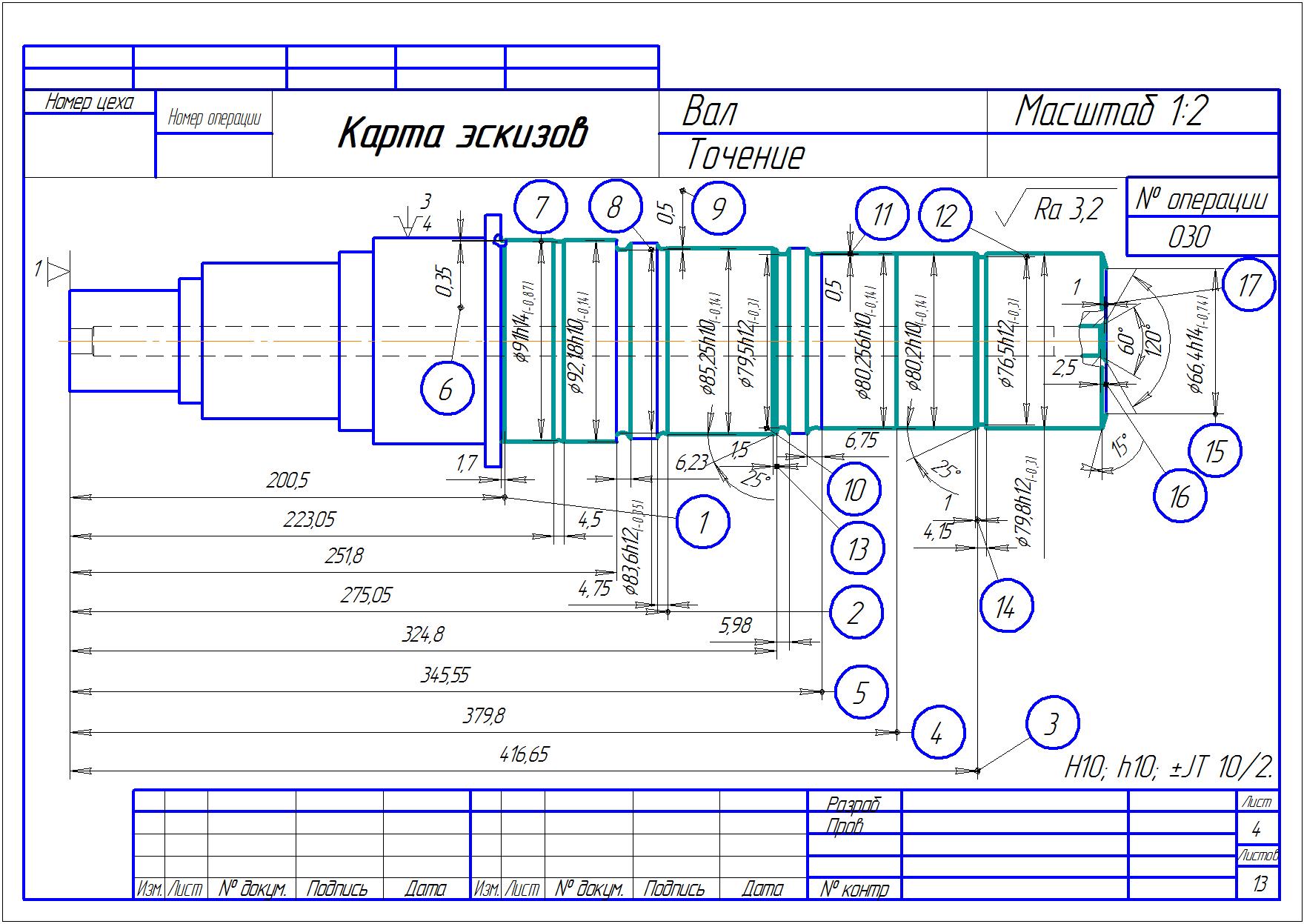
Рис 19-Фрагмент карты эскизов
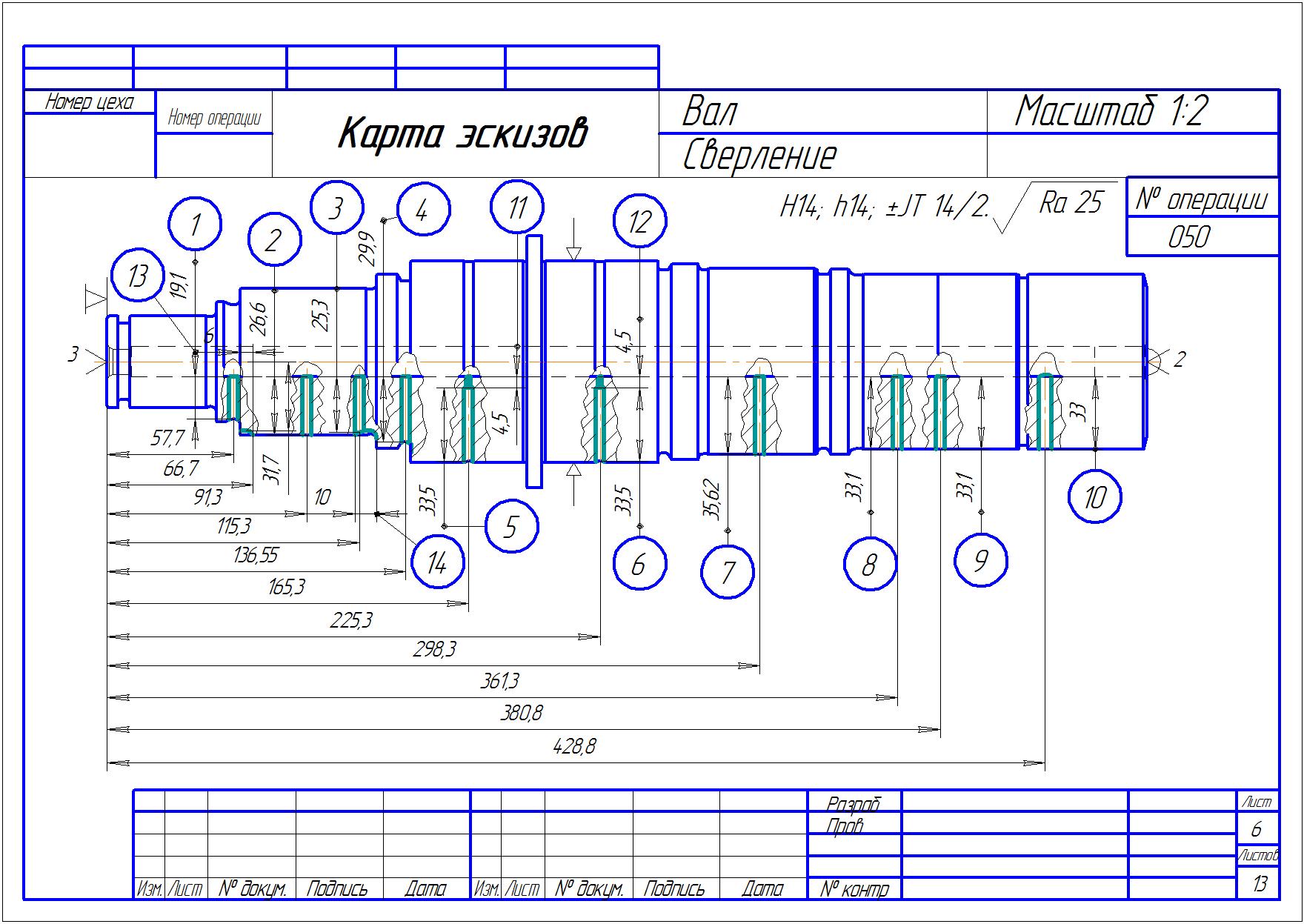
Рис 20-Фрагмент карты эскизов
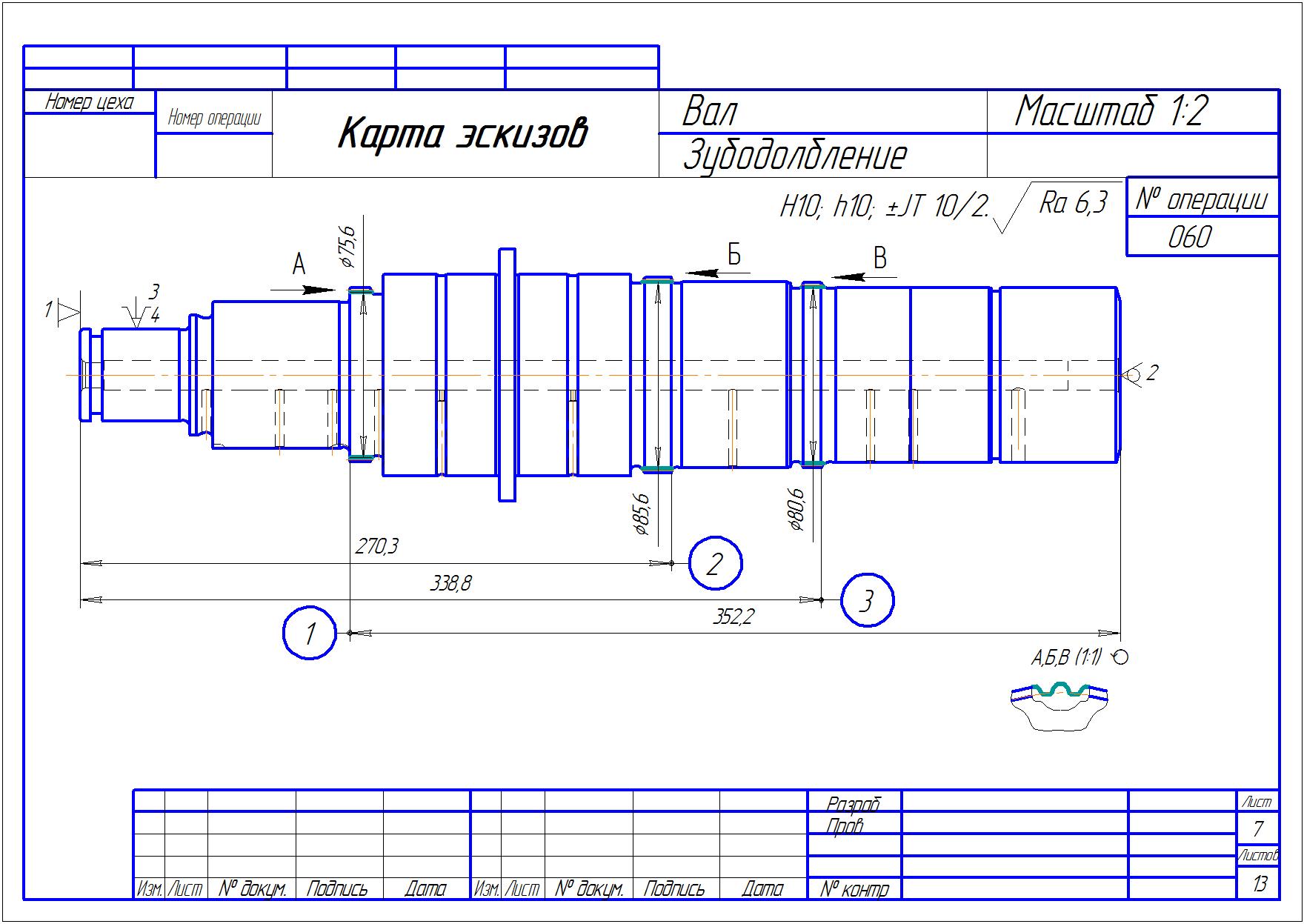
Рис 21-Фрагмент карты эскизов
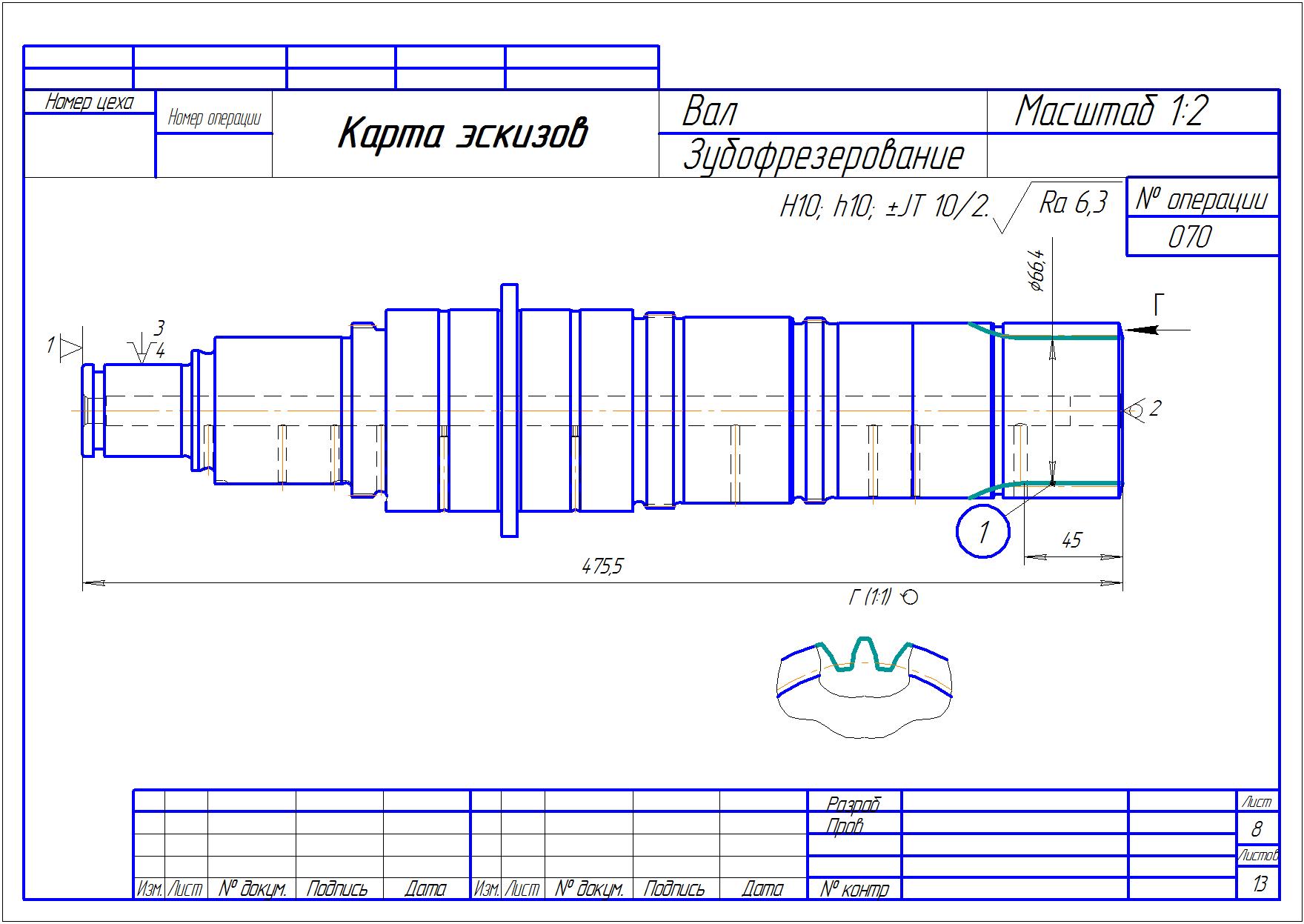
Рис. 22. Фрагмент карты эскизов
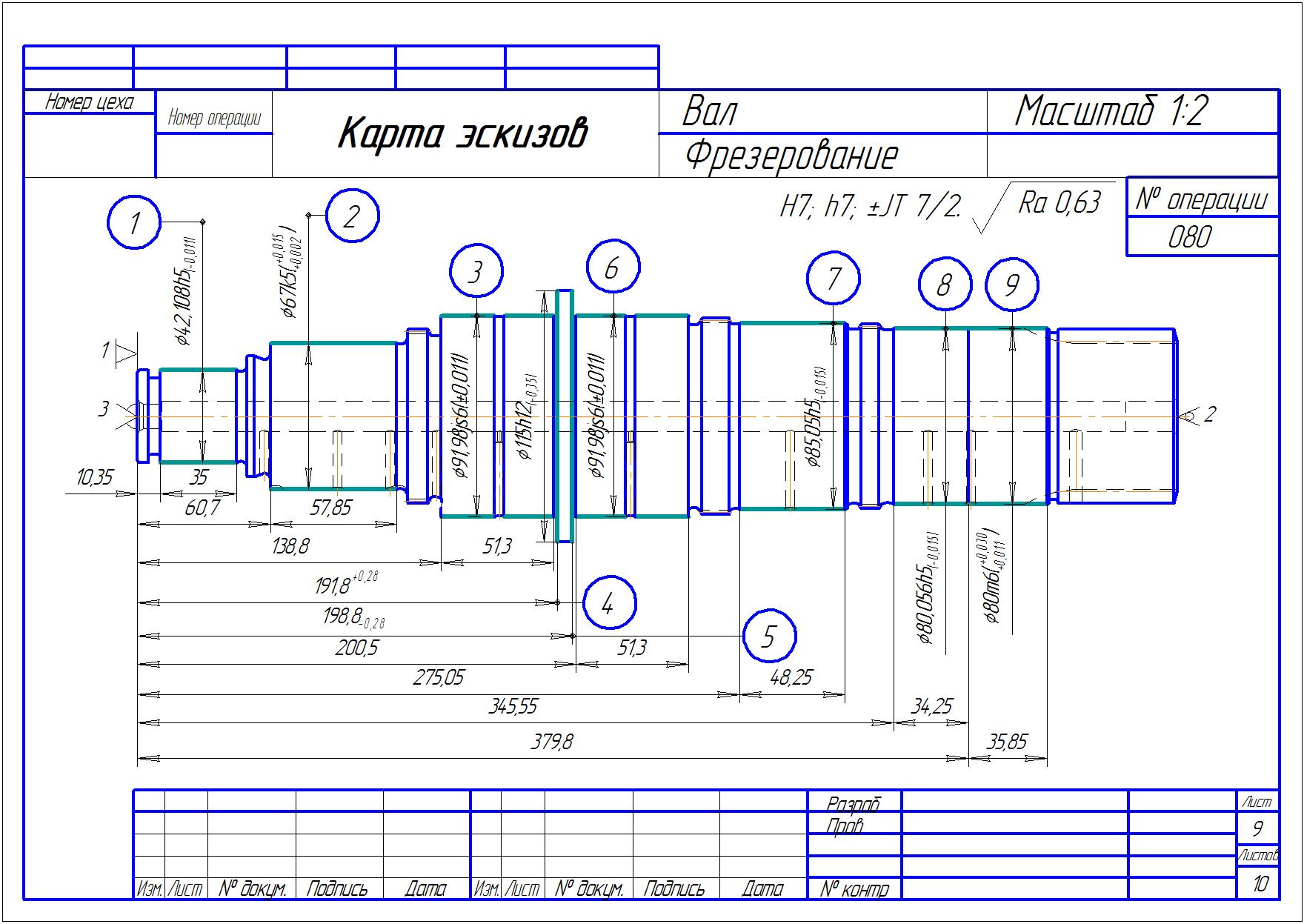
Рис. 23
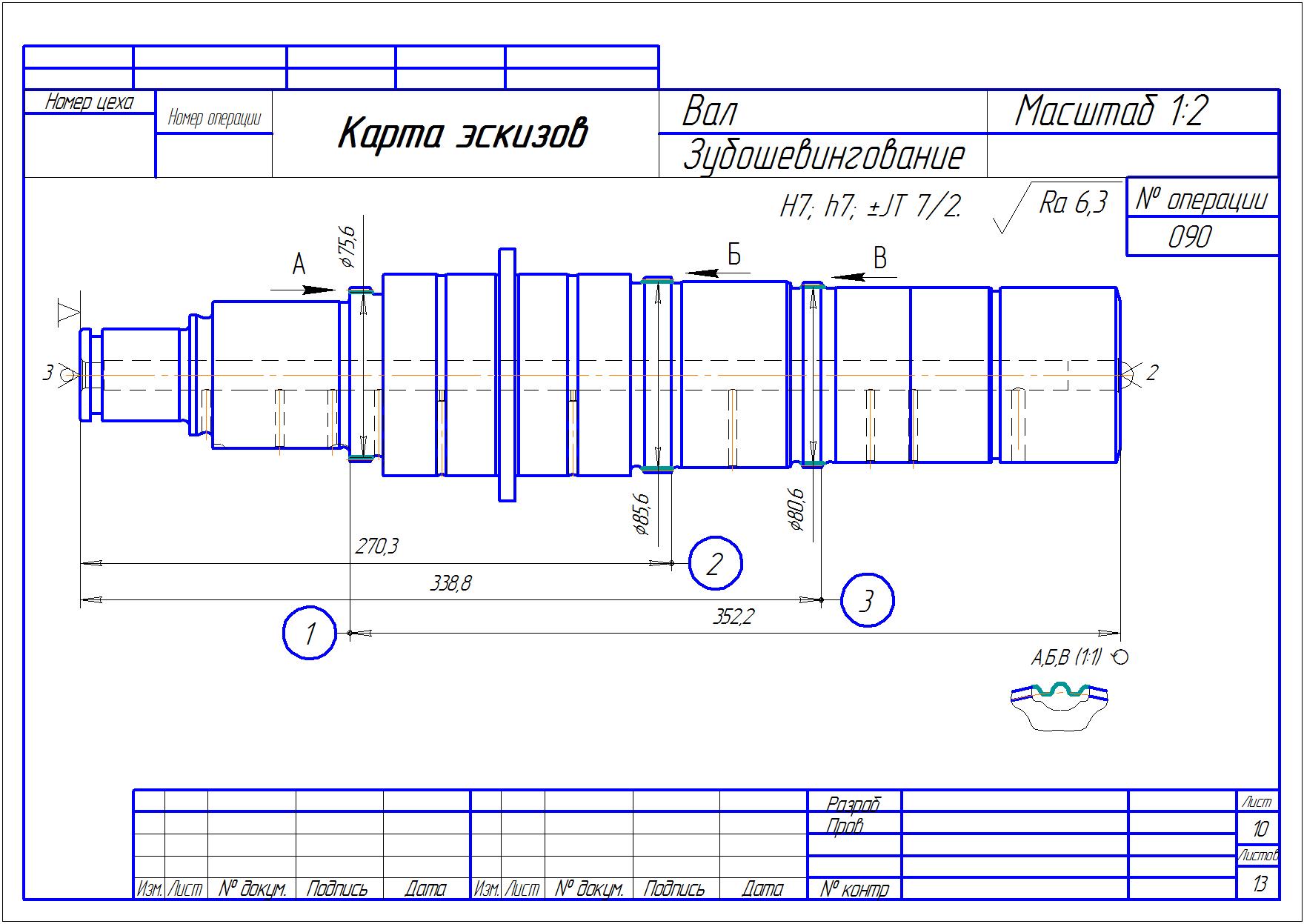
Рис. 24
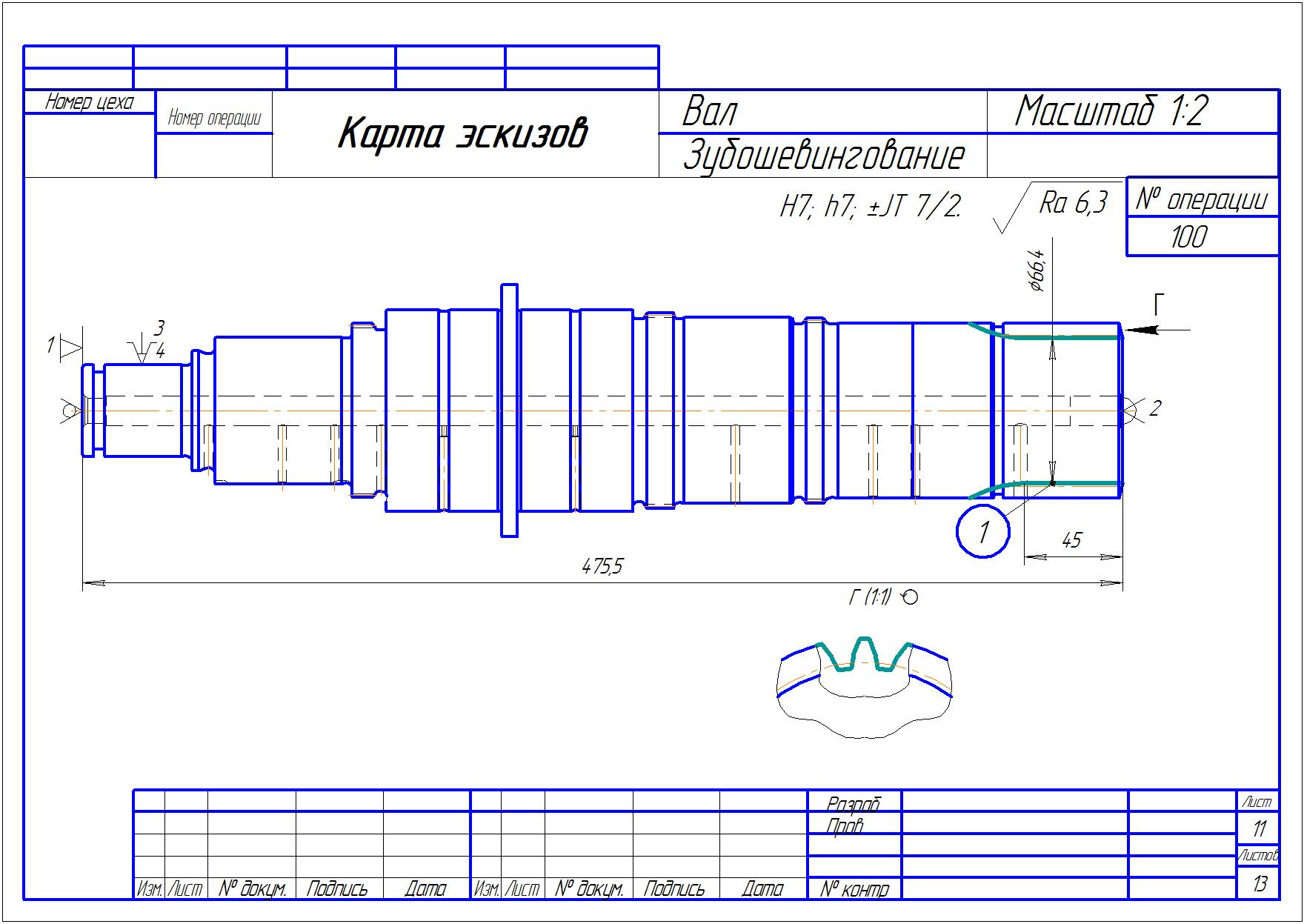
Рис. 25
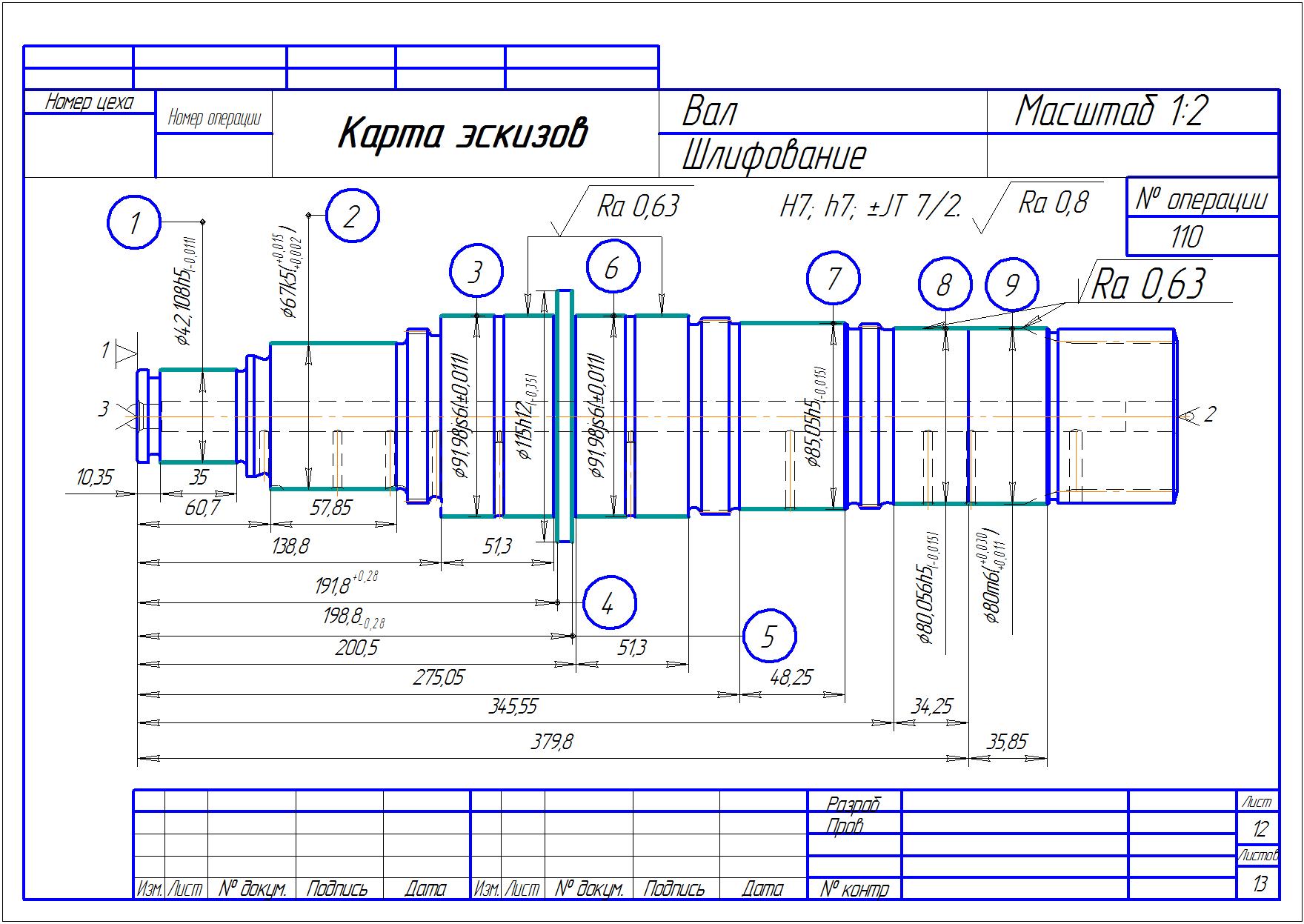
Рис. 26
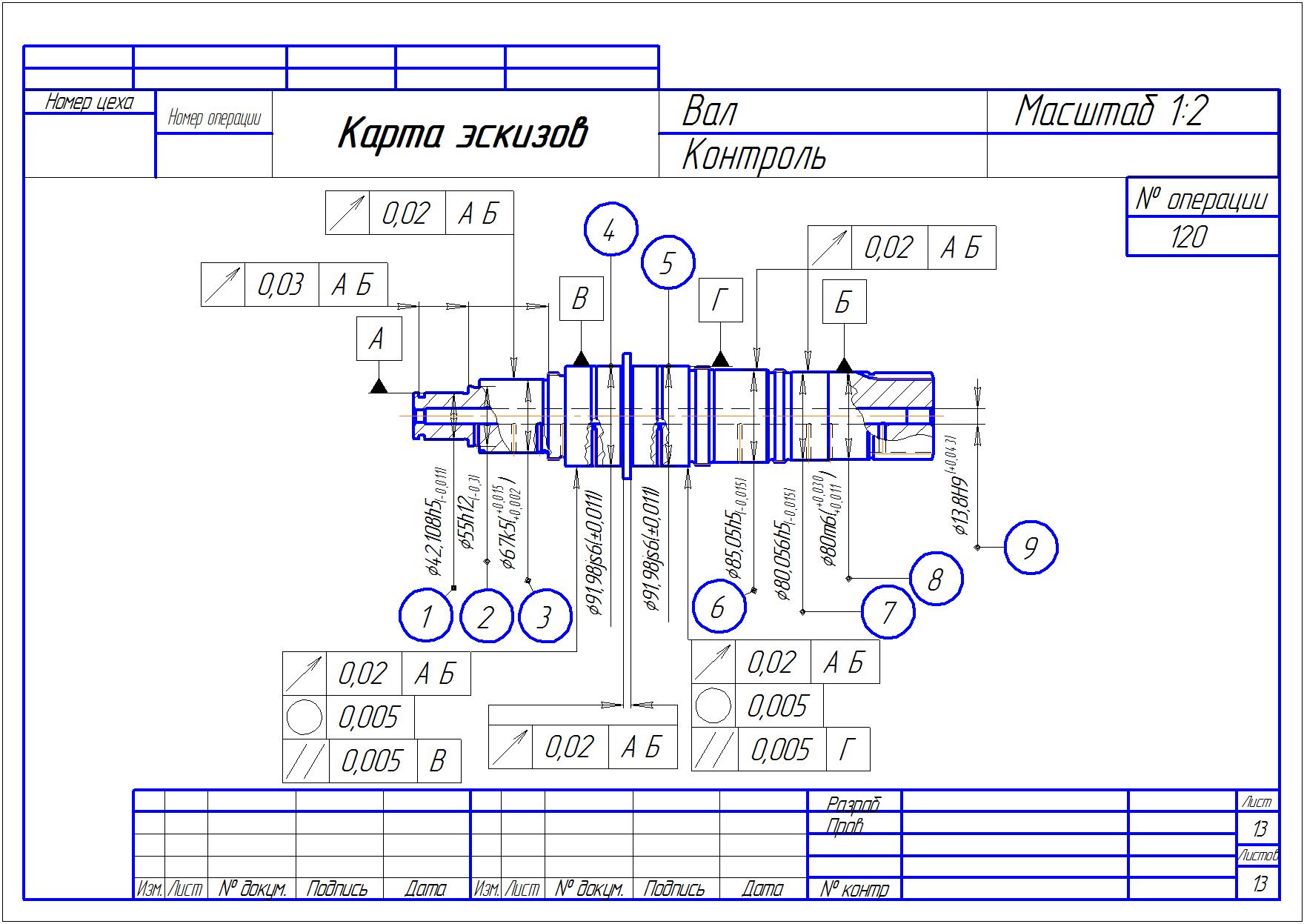
Рис. 27
5.5 Анализ карты технологического контроля.
После каждой формообразующей операции производится контроль выполненных размеров. При полном завершении изготовления детали, она подвергается приемке. В качестве измерительных инструментов используются: штангенциркули, линейки, микрометры, угломеры, шаблоны углов и радиусов, образцы шероховатости и т.д.
При подробном рассмотрении контроля некоторых поверхностей и их характеристик следует отметить нижеописанные особенности:
а) учитывая величину габаритных размеров контролируемой детали, необходимо все точные замеры цилиндрических и плоских поверхностей повторять 5 – 6 раз, принимая конечными средние значения всех измерений;
б) контроль точности расположения поверхностей и баз целесообразно производить непосредственно после обработки, до тех пор, пока контролируемая деталь находится в рабочем приспособлении в зажатом состоянии. В случае обработки чистовых баз и поверхностей при базировании детали, необходимо присутствие контролера, обязанного проверить точность настройки станка и инструмента;
в) что касается замера твердости закаливаемых поверхностей, а также визуального их контроля (отсутствие трещин и других поверхностных дефектов), данные замеры необходимо проводить непосредственно на участке закалки ТВЧ сразу после окончания обработки, во-избежании возникновения брака в нескольких случаях.
6 Анализ оборудования.
В операции 010 - 040 «Токарная» используется токарный станок с ЧПУ 16К20Ф3С43.

Рис 23-Станок 16К20Ф3С43
Наибольший диаметр изделия, устанавливаемого над станиной мм 500
Наибольший диаметр обрабатываемого изделия над суппортом мм 220
Наибольшая длина устанавливаемого изделия в центрах мм 1000
Диаметр цилиндрического отверстия в шпинделе мм 55
Наибольший ход суппорта поперечный мм 210
Наибольший ход суппорта продольный мм 905
Максимальная рекомендуемая скорость рабочей продольной подачи мм/мин 2000
Максимальная рекомендуемая скорость рабочей поперечной подачи мм/мин 1000
Количество управляемых координат 2
Количество одновременно управляемых координат 2
Точность позиционирования мм 0,01
Повторяемость мм 0,003
Диапазон частот вращения шпинделя 1/об. 20...2500
Максимальная скорость быстрых продольных перемещений м/мин 15
Максимальная скорость быстрых поперечных перемещений м/мин 7,5
Количество позиций инструментальной головки 6
Мощность привода главного движения кВт 11
Суммарная потребляемая мощность кВт 21,4
Габаритные размеры станка мм 3700х2260х1650
Масса станка (без транспортера стружкоудаления) кг 4000
В операции 050 «Сверлильная» используется осевой обрабатывающий центр V450.
Описание 4-х и 5-ти осевых обрабатывающих центров, модели V-450:
Вертикальные обрабатывающие центры серии V разработаны на основе собственной системы ЧПУ. В этот контроллер интегрированы функция опережающего просмотра 2000 кадров программы и функция управления скоростью при ускорении/замедлении по колоколообразной кривой, являющиеся частью технологии высокоскоростной высокоточной обработки. Разработчики данного оборудования в первую очередь были нацелены на создание системы высокоскоростной высокоточной обработки, обеспечивающей сокращение времени на обработку по сравнению с традиционными технологиями на 50% одновременно с существенным повышением точности.
Обрабатывающие центры серии V обладают высокой жесткостью и предназначены для высоких режимов резания, в том числе для операций обработки труднообрабатываемых материалов. Обработка заготовок, закаленных до твердости 50 HRC, стала проходить легче и точнее. Таким образом, появилась альтернатива в некоторых технологических вопросах вместо электроэрозионной обработки применять высокоскоростное высокоточное фрезерование. Система ЧПУ обеспечивает получение очень плавных поверхностей при высокоскоростной обработке даже при выполнении гравировки по поверхности заготовки из нержавеющей стали.
| Модели | V-450 |
| Количество инструментальных позиций | |
| Мощность шпинделя, кВт | 5,5 кВт |
| Перемещение по оси X | 450 мм |
| Перемещение по оси Y | 350 мм |
| Расстояние от шпинделя до стола, мм | |
| Скорость шпинделя, об/мин | |
| Конус шпинделя | BT40 |
| Максимальная нагрузка на стол | |
| Быстрые перемещения X/Y/Z | |
| Масса V-450 | |
| Высота станка | |
| Длина | |
| Ширина |
В операции 060 «Зубодолбежная» используется зубодолбежный станокОНA 50 CNC 5, производства Чехии

Рис 26-ОНА 50 CNC 5
| Технические характеристики | Ед.изм. | OHA 50 CNC 5 |
| Рабочий диапазон станка | ||
| Макс. наружный диаметр долбежного наружного зубчатого сцепления | мм | |
| Макс. модуль долбежного наружного зубчатого сцепления | мм | |
| Макс. наружный диаметр заготовки – для наружного зубчатого | мм | |
| Макс. внутренний диаметр зубчатого колеса с внутренним сцеплением при использовании инструмента номинального диаметра | мм | |
| Макс. наружный диаметр заготовки (только для внутреннего зубчатого сцепления с внутренним диаметром 500 мм, для меньшего диаметра внутреннего зубчатого сцепления наибольший наружный диаметр заготовки уменьшается) - при использовании инструмента номинального диаметра | мм | |
| Макс. ширина прямого зубчатого сцепления | мм | |
| Макс. ход шпинделя ползуна | мм | |
| Макс. диаметр инструмента | мм | |
| Сверление инструмента | мм | 44,45 |
| Макс. угол наклона зубов (с инструментом номинального диаметра) | ||
| - при стандартном скользящем исполнении линеек | 41° | |
| - при гидростатическом исполнении линеек | 45° | |
| Расстояние оси ползуна от оси стола вправо для долбления наружного зубчатого сцепления | мм | 0 - 355 |
| Макс./мин. расстояние опорной поверхности инструмента на шпинделе ползуна от поверхности стола при максимальном ходе | мм | 465/50 |
| Макс. длина траектории суппорта ползуна | мм | |
| Зажимный стол | ||
| Диаметр стола | мм | |
| Сверление (отверстие втулки диаметром 120 мм) | мм | |
| Глубина сверления (с возможностью прохождения диаметром 205 мм через целую станину) | мм | |
| Расстояние зажимной поверхности стола от фундамента | мм | |
| Мах. нагрузка стола | кг | |
| Долбежный ползун | ||
| Диаметр шпинделя ползуна | мм | |
| Хвостовик полого ползуна с метрическим сокращенным конусом CSN 22 0402 | мм | |
| Скорость инструмента | ||
| Диапазон двойного хода | 1.мин-1 | 40 - 800 |
| Сдвиги | ||
| Диапазон циклических сдвигов | мм.мин-1 | 0 - 19 000 |
| Диапазон радиальных сдвигов | мм.мин-1 | 0 – 5 000 |
| Ускоренная подача | мм.мин-1 | 5 000 |
| Мощность главного двигателя | кВт | |
| Масса заготовки | кг | |
| Масса станка | кг | |
| Габариты (длина х ширина х высота) | мм | 3500 х 2800 х 2950 |
| Потребляемая мощность | кВА |
В операции 070 используется вертикальный зубофрезерный станок 5Д32
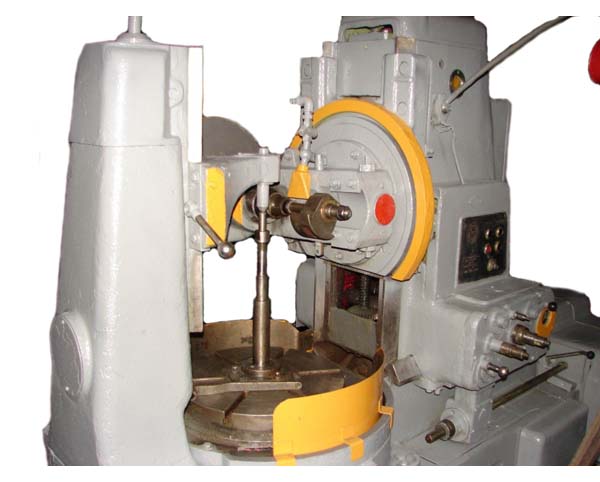
Рис 27. Вертикальный зубофрезерный станок 5Д32








