 2017-12-14
2017-12-14 6883
6883Акустический контроль основан на анализе упругих колебаний, которые распространяются в твердом теле. Существует много разновидностей акустического контроля, главные из которых представлены в табл. 1.1. Упругие колебания могут самопроизвольно возникать в теле (например, при распространении трещин), в этом случае контроль называется пассивным (эмиссионный метод в табл. 1.1). В других случаях колебания специально возбуждают в теле, тогда контроль называют активным (все остальные методы акустического контроля в табл. 1.1)
Упругие колебания среды – это звук, соответственно этот вид контроля иногда называют звуковым. В зависимости от частотного диапазона различают собственно слышимый звук (частоты от 16 Гц до 20 КГц), инфразвук (частоты менее 16 Гц) и ультразвук (частоты более 20 КГц) Наиболее широко для неразрушающего контроля используется ультразвук, причем на частотах порядка 1 -5 МГц. На этих частотах становится возможным обнаруживать дефекты размером около 1 мм. Разрешающая способность метода связана с длиной звуковой волны: чем она короче - тем мельче дефекты, которые можно обнаружить. Если скорость звука в металле V= 5 км/с, а частота f = 5 МГц, то длина волны λ= 1 мм.
3.1 Звуковые волны и акустические свойства среды
В твердом теле могут распространяться два типа волн – продольные и поперечные. Схематично перемещение атомов тела при этом показано на рис 3.1

Рис 3.1 Упругие волны в твердом теле:
а) – продольная волна, б) –поперечная волна
Продольные волны называют волнами сжатия – разряжения, а поперечные –волнами сдвига. В продольных волнах направление смещений частиц среды (А на рис3.1) совпадает с направлением распространения волны, а поперечные волны распространяются в плоскости, перпендикулярной смещениям частиц Скорость распространения продольных волн сl выше, чем поперечных сt. В жидкостях и газах могут распространяться только продольные волны. Скорость звука в разных средах разная – в металлах она значительно выше чем в воздухе и равна нескольким километрам в секунду. На границах сред звуковые волны, как и свет, испытывают отражение и преломление. Распространение упругих волн в твердом теле определяется параметрами среды, из которых основными являются: плотность, упругость и структура. Скорость звука некоторых твердых тел представлена в таблице 3.1
Таблица 3.1
| Материал | Скорость продольной волны(сl), м\с | Скорость поперечной волны (сt.) м\с |
| Железо | ||
| Медь | ||
| Алюминий | ||
| Кварц | ||
| Стекло | 3760 - 48000 | 2380 -2560 |
| Полистирол |
Скорость звука прямо пропорциональна модулю упругости и обратно пропорциональна плотности тела. От структуры тела в значительной степени зависит затухание
Затухание – это ослабление амплитуды А звуковой волны по мере ее продвижения в твердом теле:
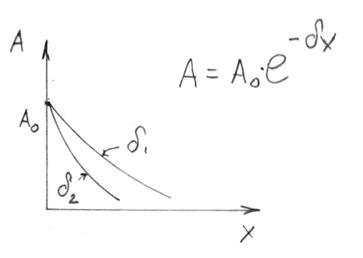
Рис 3.2 Затухание звуковой волны в твердых телах с различным коэффициентом затухания (δ2 > δ1)
А= Аое 

Где Ао – амплитуда волны на поверхности тела
Х расстояние от поверхности
Коэффициент затухания состоит из двух компонент – коэффициента поглощения δп и коэффициента рассеяния δр:
δ = δп + δр
Поглощение – это явление перехода звуковой энергии в тепловую вследствие несовершенной упругости тела и наличия теплопроводности.
Рассеяние – уход звуковой энергии из направления волны, при этом энергия остается в звуковой форме. Рассеяние связано с акустическими неоднородностями среды (структурными неоднородностями). Такой структурной неоднородностью является, например, зерно металла, потому что зерно – кристалл, ориентированный случайным образом в пространстве и когда волна переходит из одного зерна в другое – ее скорость меняется, происходит преломление и отражение звуковой волны
3.2. Излучение и прием акустических волн
Наиболее распространенный метод излучения и приема акустических волн основан на использовании пьезоэлектрического эффекта.
Прямой пьезоэффект связан с тем, что механическое воздействие, (например, сжатие) на особого рода кристаллы (пьезокристаллы) вызывает их поляризацию: одна грань заряжается положительно другая отрицательно, при растяжении знак меняется на обратный.
Обратный пьезоэффект: если кристалл поляризовать (прикладывать к граням напряжение), то он либо сжимается либо растягивается соответственно поляризации.. Пьезоэлектрический эффект связан с тем, что молекулы кристалла полярны, представляют собой диполи. При отсутствии механического воздействия, эта система нейтральна. Приложение механической нагрузки приводит к тому, что диполи слегка поворачиваются, нарушается электрическая нейтральность и наблюдается поляризация (возникает заряд на гранях кристалла).
Монокристаллы некоторых диэлектриков обладают значительным пьезоэффектом. Таким веществом является,например, кварц. Кристалл кварца состоит из молекул SiO2, а не из отдельных атомов и поэтому способен поляризоваться. Наибольшим пьезоэффектом обладают пластины кварца, вырезанные вдоль определенного кристаллографического направления, как показано на рис 3.3
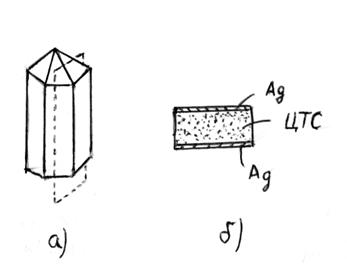
Рис 3,3 Основные разновидности пьезоэлектрических материалов: кристаллы (а)и керамика (б)
Сейчас для изготовления пьезоэлектрических преобразователей,в основном,применяют специальную керамику (продукт спекания мелких частичек). Широко применяется керамика ЦТС (цирконат-титанат свинца).
Изготовление керамических преобразователей состоит из следующих основных операций: исходное вещество (например, ЦТС,) размалывают, прессуют в форме таблетки и спекают, причем спекание должно производиться при наложении электрического поля. В этом случае происходит ориентировка диполей и возникает сильный пьезоэффект. Затем у спеченной «таблетки» серебрят торцы (для электрического контакта). Толщина «таблетки» определяет собственную резонансную частоту полученного излучателя –приемника и, тем самым, определяет рабочий диапазон частот изделия(чем тоньше пластинка, тем выше резонансная частота).
Рис 3.4 Схема ультразвукового излучателя – приемника
На рис 3.4 показано устройство ультразвукового пьезоэлектрического излучателя-приемника..Здесь 1 – пластинка-пьезопреобразователь с посеребренными торцами 3 для присоединения электродов, 2 – это демпфер – резиноподобное вещество, которое гасит паразитные колебания, 4 – протектор –это защитный слой, предохраняющий пьезопластинку 1 от истирания, 5 – слой жидкости для улучшения контакта с объектом контроля.
Для того чтобы ввести ультразвуковые колебания в тело необходим хороший акустический контакт. Нарис 3.5 показаны различные варианты прохождения ультразвука из одного тела (излучателя) в другое (объект контроля). На рис 3.5 а показано, что наличие шероховатости ухудшает акустический контакт, вызывая отражение на границе. Присутствие на границе тонкой жидкостной пленки значительно улучшает акустический контакт (рис 3.5. б) Чаще всего для создания такой пленки используют масло или глицерин.. Хороший контакт возникает, когда оба тела помещены в ванну с

Рис 3.5 Варианты акустического контакта:
1 –излучатель УЗ волн, 2 – объект контроля
жидкостью Этот метод акустического контакта называется иммерсионным
. Создание хорошего акустического контакта представляет определенную трудность
3.3 Активные методы акустической дефектоскопии
Основные методы акустической дефектоскопии – теневой и эхо-метод.:
Теневой метод связан с прохождением ультразвукового сигнала через объект контроля и и улавливанием его на противоположной стороне.

Рис 3.6 Схема теневого метода ультразвукового контроля
Генератор 1- вырабатывает электрические импульсы, которые в излучателе 5 превращаются в импульсы упругих колебаний и через поверхность ввода 6 поступают в объект контроля 8. Приемник 7 улавливает механические колебания, прошедшие сквозь тело и преобразует их в электрические сигналы. Эти сигналы очень слабы, поэтому необходим усилитель электрический колебаний 2. Усиленный сигнал поступает на измеритель амплитуды электрических колебаний. Если в теле встречаются дефекты (9) то амплитуда прошедших импульсов уменьшается. Таким образом, сканируя поверхность мы определяем в каких областях находятся дефекты.
Неудобство этого метода в том, что он требует доступа к ОК с двух сторон.
Этого недостатка лишен э хо-метод или метод отражения. В данном методе в отличие от теневого, излучатель и приемник совмещены.

Рис 3.7 Схема эхо-метода ультразвукового контроля
В данном случае генератор импульсов 1 вырабатывает электрические импульсы, они преобразуются в механические в излучателе, и попадают внутрь объекта контроля. Проходя сквозь объект, они отражаются от дефекта или от дна и снова возвращаются в излучатель, который выступает теперь как приемник. Он преобразует механические импульсы колебаний в электрические. Далее через усилитель 2 отраженный сигнал попадает в измерительный блок 3, где измеряется не только амплитуда, но и время прохождения импульса через объект контроля. На рис 3.8 представлено отображение импульсов на экране измерительного блока

Рис 3.8 Схема прохождения импульса через объект контроля и его отображение на экране электронно-лучевой трубки
. Если в объекте контроля нет дефектов, на экране видны только первичный импульс N и донный импульс D (то-есть импульс, отраженный от дна) Если перед донным импульсом появляется еще импульс (в данном случае - В) - он указывает на наличие дефекта. а расстояние на экране между импульсами N и В пропорционально глубине его залегания от поверхности.(В теневом методе мы не знаем, на какой глубине находится дефект).. Амплитуда импульса (высота) говорит о величине дефекта (о его размерах).
Вариантом этого метода является эхо-зеркальный метод. В этом случае приемник и излучатель разнесены и УЗ сигнал вводится в объект контроля не вертикально, а под углом
.Рис.3.9 Схема эхо-зеркального метода: 1 – излучатель, 2 – приемник
Этот метод широко используется при контроле сварных швов
Рис 3.10 Схема ультразвукового контроля сварных швов при однократном (а) и многократном (б,,в) отражении импульсов
Какие дефекты могут быть выявлены УЗ методом? Минимальный размер дефекта, который можно обнаружить, определяется разрешающей способностью метода, которая, в свою очередь, зависит от длины волны ультразвука. На частоте 2 МГц длина волны в стали примерно 2,5 мм - такого порядка дефекты могут быть выявлены. Максимальная глубина залегания дефекта, на которой он может быть обнаружен (глубина прозвучивания), зависит от степени затухания ультразвуковых импульсов в объекте контроля (ОК). Затухание, как уже было установлено, определяется структурными особенностями объекта контроля, в частности акустической однородностью. Глубина прозвучивания может достигать 0,5 м и более.. Однако у самой поверхности ОК есть так называемая «мертвая зона» - область, где дефекты не выявляются. Ее глубина достигает нескольких миллиметров. Причина ее возникновения - протяженность во времени УЗ импульса - пока не закончится излучение одного импульса, невозможен прием другого.
3.4 Применение акустических методов в дефектоскопии
Контроль поковок и литья: обнаруживаются усадочные раковины, инородные включения, окисные плены, ликвационные скопления, трещины, флокены. Контроль поковок осуществляется после термообработки, но до механической обработки (без выточек, пазов и отверстий УЗ контроль вести проще). Частота прозвучивания –обычно 2 МГц, не допускаются дефекты площадью более 7 кв.мм. Особо ответственные поковки (например для атомной промышленности) прозвучиваются в 3-х взаимно перпендикулярных направлениях.. Контроль литья ведется на пониженной частоте (из-за крупнозернистой структуры). На поверхности слитка зачищают площадку для улучшения УЗ контакта.
Контроль проката: листы часто контролируют теневым методом, акустический контакт осуществляется иммерсионным способом (см. рис 3.5 в). За один проход проверяется полоса шириной 400-700 мм. Производительность современных установок – десятки метров в минуту. При использовании струйного контакта передающие и приемные искатели располагаются в ряд на расстоянии 100 мм один от другого. Сигнал о наличии дефекта передается на цифропечатающее устройство. Трубы так же контролируют на автоматических установках с применением жидкостного контакта. Выявляются дефекты, составляющие 4 -5% от толщины стенки трубы. Установки типа «РОТ» снабжены искателями. вращающимися вокруг трубы

Рис 3.11 Схема УЗ контроля труб
Контроль рельсов осуществляют в технологическом потоке на металлургическом заводе и в процессе эксплуатации – с помощью вагонов-дефектоскопов с несколькими искателями. Скорость контроля – до 40 км/час
Широко применяется УЗ контроль при сварке. Выявляются почти все дефекты, основной метод – эхо-зеркальный (см. рис 3.9 и 3.10)

Рис 3.11аЦифровой микропроцессорный дефектоскоп УД3-103
3.5 Измерение толщин с помощью ультразвука
В эхо-методе УЗ контроля измерение времени прохождения донного импульса дает возможность определить толщину изделия. Ультразвуковые толщиномеры получили широкое распространение, благодаря тому, что становится возможным непрерывный контроль геометрических размеров изделий в технологическом потоке при одностороннем доступе (контроль толщины листа, труб и т.д.). Погрешность измерения в диапазоне толщин от 6 до 300 мм составляет 0,1 мм. Современные ультразвуковые толщиномеры являются цифровыми устройствами. На рис 3.11 –а,б представлен один из таких приборов

Рис 3.11-б. Ультразвуковой измеритель толщины TIME TT100
Характеристики прибора:
Частота УЗ-колебаний ………………..5 МГц
Диапазон измеряемых толщин………..1,2 – 200 мм
Точность измерений …………………± 1%
Вес прибора …………………………….170 г.
3.6 Оценка структуры металлов ультразвуковым методом
Акустические методы контроля структуры материалов и изделий широко применяются в настоящее время и имеют перспективы дальнейшего развития. Так, например, размер зерна металла можно с достаточной степенью точности определить без изготовления шлифа - методом структурного ультразвукового анализа. Этот метод основан на том, что затухание ультразвуковых волн на определенных частотах существенно зависит от размера зерна металла. На Рис 3.12 показана эта связь
Рис 3.12 Затухание ультразвука в стали У12 со средним размером зерна:
1 – 0,16, 2 – 0,06, 3 – 0,03
Для углеродистых сталей наиболее приемлемый диапазон частот в этом случае 5 – 10 МГц. Затухание ультразвуковой волны в металле в значительной степени связано с рассеянием на границах зерен, которое объясняется прежде всего анизотропией кристаллической структуры зерен
Наиболее широкое распространение при анализе структуры металлов нашел метод, основанный на сравнении амплитуд донных эхо-импульсов с различной частотой заполнения. Отношение
Кі = Аі / А1
где і = f2, f3, f4- - последовательный ряд выбранных частот,
Аі. — соответствующая им амплитуда донного эхо-импульса,
называют структурным коэффициентом.
При работе по этому методу из исследуемого материала предварительно изготовляют контрольные образцы с различной термообработкой и по ним определяют структурные коэффициенты. Затем проводят металлографический анализ и сопоставляют значения структурных коэффициентов с размерами зерен. Как показала практика, чувствительность метода достаточна для разбраковки сталей с точностью до одного балла шкалы ГОСТа.
По этому принципу работают многие ультразвуковые структуроскопы. С их помощью осуществляется контроль зерна листов, труб и других изделий и полуфабрикатов.
Свойства серых и высокопрочных чугунов в значительной мере определяются формой и размерами графитовых включений, присутствие которых можно контролировать путем измерения затухания или скорости распространения упругих волн. В таблице 3.2 представлены соответствующие данные
Таблица 3.2
Коэффициенты затухания и скорости распространения ультразвуковых волн в высокопрочных чугунах
| Форма графита в чугуне | Коэффициент затухания дБ/м | Скорость УЗ волны, м/с | |
| 2,5 МГц | 5 МГц | ||
| Сфероидальная | |||
| Смешанная | |||
| Пластинчатая | |||
| Крупнопластинчатая |
3.7 Измерение твердости акустическим методом
Акустические методы позволяют контролировать некоторые механические характеристики металлов, в частности, твердость. На рис 3.13 представлена схема акустического измерителя твердости

Рис 3.13 Структурная схема акустического измерителя твердости «Сонодур»: 1 –алмазный индентер, 2 – магнитострикционный никелевый стержень. 3 – катушка,4 – стальное тело, 5 – корпус,, 6 – преобразователь, 7 – усилитель, 8 – преобразователь часты, 9 – индикатор твердости, 10 – испытуемая деталь
Принцип этого метода измерения твердости в том, что измеряется собственная частота колебательной системы, приведенной в контакт с контролируемым материалом. Колебательная система состоит из никелевого стержня 2 диаметром 2,25 и длиной 75 мм, на одном конце которого вмонтирована алмазная пирамида 1, а на другом — массивный стальной цилиндр 4 с пьезопреобразователем 6. При измерениях индентер прижимается к контролируемой детали с постоянной силой. При возбуждении колебаний индентера в зоне контакта возникает дополнительная переменная сила, которая приводит к некоторому погружению индентера 1 в испытуемое тело 10. При этом собственная частота колебательной системы становится существенно зависящей от глубины этого погружения, а следовательно, от твердости измеряемого объекта. В приборе пьезопреобразователь включен в цепь измерительной части прибора, которая преобразует механические колебания в электрический сигнал, по которому судят о твердости материала. Пределы измерений НRC 20—70. Точность прибора зависит от точности измерения частоты.
3.8 Метод акустической эмиссии
Сущность этого метода неразрушающего контроля состоит в улавливании и анализе очень слабых упругих колебаний, которые возникают в твердом теле при развитии в нем дефектов типа трещин. Таким образом, метод акустической эмиссии (АЭ) является пассивным (в отличие от эхо-метода УЗ-контроля, при котором упругие колебания вводятся в объект контроля извне) При продвижении трещины в металле (керамике, стекле) происходит высвобождение упругой энергии и в теле возникают волны упругих колебаний. Эти колебания можно уловить, например, с помощью пьезоэлектрических датчиков и получить важную информацию о местоположении трещины в детали или конструкции, ее размере и следить за ее развитием. На Рис 3.14 представлены формы единичных импульсов АЭ от растущих трещин различного размера. Важной характеристикой является амплитуда импульса – она характеризует степень опасности дефекта. Кроме того, регистрируется суммарное число импульсов и скорость счета.

Рис 3.14 Экспериментально зарегистрированные формы единичных импульсов АЭ
Расположение нескольких датчиков на объекте контроля позволяет точно определить координаты дефекта, излучающего упругие волны (по разности времени прихода сигнала на разные датчики). На рис 3.15 представлена картина распределения индикаций источников АЭ на мониторе аппаратуры контроля Здесь крупные точки с цифрами 1,2,3,4 - датчики приема сигналов АЭ, мелкие точки – отдельные импульсы АЭ, возникающие в процессе повышения давления в испытуемом сосуде. Скопление индикаций в средней части сосуда говорит о наличии серьезного дефекта
Достоинства метода АЭ:
1. Метод акустической эмиссии обеспечивает обнаружение и регистрацию только развивающихся дефектов. В результате этим методом обнаруживаются наиболее опасные дефекты – те, которые растут под действием напряжений и могут привести к разрушению. В то же время, дефекты, которые не развиваются (в том числе, крупные по размерам) этим методом не обнаруживаются. Такое свойство метода АЭ повышает надежность отбраковки изделий при неразрушающем контроле
2. Метод АЭ обладает высокой чувствительностью к растущим дефектам. Его чувствительность значительно превосходит чувствительность других методов. Предельная чувствительность акустико-эмиссионной аппаратуры составляет 1*10 
 мм², что соответствует выявлению скачка трещины протяженностью 1 мкм на величину 1 мкм
мм², что соответствует выявлению скачка трещины протяженностью 1 мкм на величину 1 мкм

Рис 3.15 Картина распределения индикаций источников АЭ при испытании сосуда высокого давления
3. Метод АЭ обладает свойством интегральности, заключающимся в том, что, используя один или несколько преобразователей АЭ, установленных неподвижно на поверхности объекта, можно контролировать весь объект. Координаты дефектов определяются без сканирования поверхности объекта преобразователями (как это необходимо, например, в эхо-методе). Соответственно, состояние поверхности объекта контроля не влияет на результаты контроля. Свойство интегральности особенно полезно в случае, если доступ к поверхности контролируемого объекта затруднен или невозможен (например, в случае контроля теплоизолированных трубопроводов, атомных реакторов и т.д.).
4. Дистанционность метода АЭ проявляется в том, что контроль можно проводить при удалении оператора от контролируемого объекта. Поэтому контролю доступны такие протяженные объекты, как магистральные трубопроводы
5. Метод АЭ имеет меньше ограничений, связанных со свойствами и структурой конструкционных материалов, чем другие методы НК. Например, метод АЭ используется для контроля композиционных материалов, для которых применение других методов НК затруднено или невозможно.
Применение метода АЭ ограничивается в ряде случаев из-за трудностей выделения сигналов АЭ на фоне помех
4. РАДИАЦИОННЫЕ МЕТОДЫ КОНТРОЛЯ
Радиационный вид НК основан на взаимодействии проникающих излучений
(электромагнитных и корпускулярных) с объектом контроля и регистрацией результатов этого взаимодействия.
: 
Рис 4.1 Схема радиационного контроля:
1 - источник радиационного излучения,2 – объект контроля, 3 - раковина,4 плотное включение, 5 – эпюра интенсивности прошедшего излучения
Излучения, которые применяются при радиационном контроле, описываются либо частотой f и длиной волны λ, либо энергией излучения Е. Для неразрушающего контроля применяют излучения с длиной волны менее 10 нм. и частотой f > 10  Гц. (видимый свет имеет частоту f ~ 10
Гц. (видимый свет имеет частоту f ~ 10  Гц, а длину волны λ = 500 нм.). Чем выше энергия излучения Е, тем выше проникающая способность излучения. Максимально достижимая в настоящее время величина Еmax = 300 МэВ.
Гц, а длину волны λ = 500 нм.). Чем выше энергия излучения Е, тем выше проникающая способность излучения. Максимально достижимая в настоящее время величина Еmax = 300 МэВ.
4.1 Источники радиационного излучения
Источники радиационного излучения подразделяются следующим образом:
-электронные источники,
- радиоизотопные
- реакторы
- космические лучи
В неразрушающем контроле наиболее распространены - электромагнитные и радиоизотопные. Космические лучи могут быть использованы в настоящее время только гипотетически.
Электронные источники - это рентгеновская аппаратура, бетатроны, линейные
ускорители. Они могут создавать рентгеновское, γ и β- излучения. Рассмотрим устройство типичного электронного источника излучения – рентгеновской трубки, представленной на Рис 4.2

Рис 4.2 Схема конструкции рентгеновской трубки:
1- нить накала, 2 – катод, 3,5 – фокусирующие электроды, 4 – фокусирующие катушки, 6 – мишень, 7 – анод, 8 – колба, 9- охлаждающие трубки, 10 – выходное окно
Поток электронов, вылетающих из катода 2, разгоняется анодным напряжением и фокусируется на мишени 5. Попадая в кристаллическую решетку мишени, электроны тормозятся, отдавая свою кинетическую энергию атомам мишени и,в результате, возникает так называемое тормозное излучение, выходящее из окна 10. Величина анодного напряжения Uа является главной характеристикой рентгеновской трубки так как она определяет интенсивность и спектральный состав излучения: чем выше анодное напряжение, тем выше интенсивность I и короче длина волны излучения, (как видно из Рис 4.3) и, соответственно, выше просвечивающая способность рентгеновской трубки

Рис 4.3 Спектр рентгеновского излучения при различных значениях анодного напряжения
Однако, повышение напряжения Uа приводит к сильному разогреву анода и усложняет конструкцию трубки, так как необходимо охлаждать анод. Поэтому величина анодного напряжения в рентгеновских трубках не превышает обычно сотен киловольт, энергия электронов – десятые доли МэВ, а максимальная толщина просвечивания по стали –около 100 мм
На Рис 4.3.а представлен внешний вид портативного переносного рентгеновского прибора для просвечивания деталей машин и элементов конструкций с целью выявления внутренних дефектов.

Рис 4.3.а.. Рентгеновский дефектоскоп TIME TF102X
Рабочее напряжение прибора 250 кВ. Он применяется при контроле судов, паровых котлов, мостов, а так же различных деталей
Значительно большую энергию излучения, чем в рентгеновских трубках, можно получить на бетатронах - ускорителях электронов. На Рис 4.4 схематично представлена конструкция бетатрона
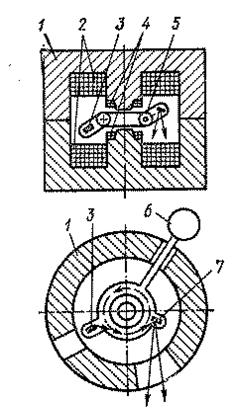
Рис 4.4 Схема конструкции бетатрона:
1 – электромагнит, 2 – обмотка электромагнита, 3 – инжектор, 4 – смещающая обмотка, 5 – вакуумная камера, 6 – вакуумный насос, 7 – мишень
Основной частью бетатрона является мощный электромагнит 1. Его назначение – удерживать электроны на круговой орбите (создавая силу Лоренца). Разгон электронов осуществляется действием индуцированного вихревого электрического поля. В начале периода инжектор 3, выполненный в виде высоковольтной электронной пушки, впрыскивает в полость вакуумной камеры 5 поток электронов, по касательной к центральной окружности камеры. За четверть периода питающего напряжения (около 5 мс при частоте 50 Гц) электроны совершают несколько миллионов оборотов и приобретают необходимую энергию. В конце четверти периода на смещающие обмотки 4 подается импульс, заставляющий электроны сдвинуться с орбиты, и они попадают на мишень. В результате, как и в рентгеновской трубке, возникает тормозное излучение. Энергия излучения в бетатронах в десятки и сотни раз выше, чем в рентгеновских трубках. Так, у переносного бетатроне ПМБ-5 максимальная энергия излучения Емакс= 5 МэВ, глубина просвечивания по стали до 300 мм а в стационарном Б30 Емакс =30 МэВ, глубина просвечивания до 500 мм. Однако, бетатроны – весьма сложные и громоздкие устройства.
Достоинства электронных источников в том, что они позволяют регулировать
энергию излучения и его спектральный состав. При выключенном состоянии, в отличие от изотопных, никакой опасности они не представляют.
Недостатки - громоздкость и необходимость источника питания.
Другим источником проникающих излучений являются радиоактивные изотопы
Их получают путем облучения некоторых веществ в нейтронных потоках ядерных реакторов, или на циклотронах, а так же путем разделения продуктов деления ядерного реактора.
Радиоизотопные источники имеют дискретный спектр излучения, состоящий из излучения частиц и γ-квантов с различной энергией. В табл. 4.1 приведены основные данные некоторых радиоактивных изотопов, применяемых в неразрушающем контроле
Таблица 4.1
| Изотоп | β излучение | γ-излучение | Период полураспада Т0,5, годы | ||
| Энергия основной линии, МэВ | Доля линии, % | Энергия основной линии, МэВ | Доля линии % | ||
 | 0,318 | 99,9 | 1,17 | 99,0 | 5,25 |
 | 0,52 | 0,661 | 82,5 | 29,6 |
Поскольку утечка или распыление радиоактивного вещества может представлять серьезную опасность, его помещают в герметическую ампулу, помещаемую в контейнер из специальных материалов. Типичная конструкция радиоизотопных источников изображена на Рис 4.5

Рис 4.5 Радиоизотопный источник, загерметизированный сваркой:
1 –радиоактивное вещество, 2-защитный корпус, 3 – крышка, 4 – внутренняя оболочка ампулы
Защитный корпус часто делают из свинца, а крышки - из легкого металла, пропускающего излучение (свинцовые стены не пропускают излучение) Радиоизотопные источники могут быть очень компактными –(диаметр 4 мм, длина 5 мм.)
Достоинства: таким источникам по сравнению с бетатроном и рентгеновской
трубкой не нужны внешние источники энергии для поддержания работы, а также они компактны.
Недостатки: нельзя выключить источник, прекратить его работу. Он может быть очень опасен для окружающих!
4.2 Индикаторы излучения
Для преобразования распределения интенсивности излучения в видимое изображение служат специальные индикаторы: фотопленка, радиолюминисцентные экраны, ксерорадиографические пластины., электроннооптические преобразователи, рентгеновидиконы
Фотопленка является универсальным индикатором, используемым в широком спектре излучений. Светочувствительное вещество (бромистое серебро), нанесенное на прозрачную основу пленки разлагается гамма-квантами, так же, как и видимым светом. Плотность почернения пропорциональна произведению интенсивности падающего излучения I на время (величина упавшего потока).Примером широкого применения фотопленки в качестве индикатора проникающего излучения является флюорография. Максимальная чувствительность фотопленки достигается при энергии квантов около 45 кэВ. После экспонирования фотопленка должна быть подвергнута обычной обработке – проявление, фиксация изображения, промывка, сушка
Фотопленку просто и удобно использовать при проведении неразрушающего контроля в мелкосерийном и единичном масштабе. Она обладает высокой разрешающей способностью – около 100 лини на 1 мм., результаты контроля легко сохранять длительное время. Недостатком фотопленки как индикатора является длительность процесса ее обработки, использование драгоценного металла -серебра
2. Ксерорадиографическая пластина - металлическая пластина (чаще латунная) с нанесенной на нее слоем аморфного полупроводника (селена). Между слоями подается начальное напряжение,слой селена заряжается относительно металлической пластины. Далее происходит экспонирование т.е. облучение пластины потоком излучения, который уже прошел через объект контроля и имеет распределение интенсивности соответствующее дефектам ОК (см Рис 4.1). В месте дефекта типа полости интенсивность излучения возрастает. Неоднородность излучения создает потенциальный рельеф на селеновой пластине, т.е.заряженость селенового слоя в разных точках будет разной (относительно латунной пластины). Далее на селеновый слой напыляется электростатически заряженный порошок типа графитовой пыли. Там. где потенциал, больше, налипнет больше порошка. Потом к этой пластине прикладывается лист бумаги на который этот порошок переходит. То-есть, процесс носит такой же характер, как при обычном ксерокопировании, только облучение осуществляется не видимым светом, а рентгеновским или гамма-излучением
Достоинство ксерорадиографии по сравнению с фотографированием:
- высокая производительность, оперативность;
- хорошее качество изображения и контрастность.
Недостаток:
- меньше разрешающая способность (20 линий на 1 мм;)
- жесткость пластины., затрудняющая контроль изделий сложной формы
3. Радиолюминисцентные индикаторы - в их основе лежат люминофоры, которые наносят на непроводящую поверхность (экран). Люминофор - вещество, преобразующее излучение одной длины волны в излучение с другой длиной волны. Как правило, преобразуется коротковолновое излучение в более длинноволновое.
Известные люминофоры: ZnS, CdS, PbSO4.
Разновидностью таких люминофорных индикаторов являются сцинтилляционные кристаллы, например NaY(Te). Они дают вспышку видимого света при падении на них кванта излучения.
4. Электроннооптические преобразователи - имеют то же устройство, что и приборы ночного видения, только катод их чувствителен к проникающему излучению.
5. Рентгеновидиконы – по сути своей передающие телевизионные трубки –видиконы, с той лишь разницей, что мишень у них чувствительна к рентгеновскому и гамма-излучению.
4.3 Общая схема проведения нк радиационными методами
Обобщенная схема радиационного контроля качества изделия по прошедшему излучению представлена на Рис. 4.6

Рис 4.6 Схема радиационного контроля по прошедшему излучению:
ИИ - источник излучения
ЗК - защитная камера
З - затвор
Ф - фильтр
ОК - объект контроль
КМ - компенасатор (нужен для выравнивания толщины объекта, чтобы перепады
толщины не мешали выявлять дефекты)
ЭЧ - эталон чувствительности
МЗ - маркировочные знаки (порядковый номер объекта)
ИН - индикатор (регистрирует интенсивность излучения, прошедшего сквозь
объект)
ЭКС –экспонометр
Выбор источника излучения определяется толщиной и материалом изделия или полуфабриката. Чем выше плотность материала. Тем он менее проницаем для излучения. Например, с помощью рентгеновских трубок сталь может быть просвечена на толщину до 100 мм, а алюминий - до 300мм. С использованием бетатронов сталь просвечивается до 500 мм, алюминий до 1500 мм
Широкое применение в технике находят в настоящее время гамма-дефектоскопы. Их основой являются радиоизотопные источники, которые перемещаются в зону контроля с помощью специального механизма по проложенным шлангам. На Рис 4.7 представлена схема такого дефектоскопа

Рис 4.7 Устройство универсального шлангового дефектоскопа
Радиоизотопный источник такого дефектоскопа – ампула А в нерабочем состоянии (А1) хранится в центре радиационной головки РГ, а для экспозиции перемещается по шлангу Ш2 –Ш3 в коллимирующую насадку КН (в положение А2) с помощью тросов Т1, Т2, Т3 и механизма МУ. Насадка КН обеспечивает облучение контролируемого объекта КО в необходимом секторе. Фильтр А пропускает только ту часть спектра излучения к торой наиболее чувствителен индикатор ПЛЭ. Достоинства таких гамма – дефектоскопов заключаются в их компактности, возможности эксплуатации без источников питания, что особенно важно в полевых условиях. Для примера на Рис 4.8 показана схема контроля сварных швов

Рис 4.8. Радиационный контроль качества сварных конструкций:
А –сварка встык, 2 – внахлест, 3 – сварка торца (1 -- источник излучения,2 – сваренные детали, 3 – индикатор)
Проникающие излучения используются не только для дефектоскопии, но и для измерения толщин. На Рис 4.9 представлена схема одного из простых толщиномеров листов

4.9 Функциональная схема толщиномера листа компенсационного типа
Толщина листа определяется по разности интенсивностей от источника ИИ. Падающих на преобразователи П1 и П2. Электрические сигналы от преобразователей П1 и П2 поступают на дифференциальный усилитель, так, что при отклонении толщины от номинального значения на его выходе получается сигнал того или иного знака. Интегрирующий блок ИНТ усредняет импульсные сигналы, поступающие с усилителя ДУ и подает напряжение на измерительный прибор ИП

