 2017-12-14
2017-12-14 882
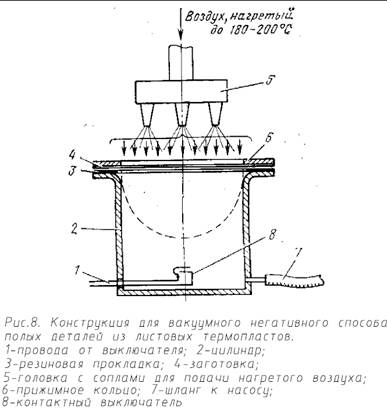
882Для изготовления полых деталей из листовых термопластических материалов применяют вытяжной штамп, работающий как пресс-форма или вакуумную установку (рис. 8).
Пневматическое формование. Этим способом изготавливают детали из листовых термопластических материалов. Сущность процесса состоит в том, что разогретый лист материала приобретает форму матрицы под действием вытяжного штампа или под влиянием вакуума.
Вакуумный способ применяется для глубокой вытяжки защитных колпачков, кожухом и других деталей. Схема установки для реализации негативного способа вакуумного формования изображена на рис. 8. Листовая заготовка закрепляется на отбортовке верхнего фланца цилиндра прижимным кольцом. При включении вакуум-насоса листовая заготовка, нагреваемая горячим воздухом, под действием атмосферного давления вытягивается. Процесс вытягивания продолжается до момента соприкосновения стенки изготавливаемого изделия с электрическим контактным выключателем. При срабатывании последнего отключается вакуум-насос, и давление в цилиндре повышается до атмосферного.
Помещая в цилиндр формы различного профиля, можно изготовлять изделия со сложной кривизной поверхности.
Схема установки для реализации позитивного способа вакуумного формования изображена на рис. 9.

Контроль изделий из пластмасс, полученных прессованием, сводится к определению пузырей, рыхлых и пористых мест, являющихся следствием недопрессовки, волнистости, рассеивания и трещин. Проверяется диэлектрическая прочность изоляции между токоведущими деталями арматуры, отсутствие замыканий между ними и т. д. Выборочно проверяются геометрические размеры изделий.
Правила оформления документации на процессы изготовления деталей из пластмасс определяются по ГОСТ 3.1400—74.
Пресс-литье, или, как его часто называют, литьевое или трансферное прессование, выполняется иногда на том же оборудовании, что и компрессионное прессование, чаще - на специальных прессах; отличается оно схемой заполнения прессформы материалом и конструкцией прессформы
Пресс-литье применяется для изготовления изделий сложного профиля с различной толщиной стенок, изделий с малыми допусками и изделий, содержащих арматуру.
Пресс-литье возникло как метод переработки реактопластов в изделия сложной формы вследствие того, что при этом могут быть использованы более простые прессформы, чем при прямом прессовании. В настоящее время этот способ применяют при изготовлении из реактопластов деталей сложной формы с тонкими стенками и нежной арматурой или с очень сложной арматурой, расположенной в нескольких плоскостях.
Пресс-литье ароматических полиамидов, так же как и других полимеров, производится при более высоких давлениях, чем прессование. При малых давлениях процесс заполнения форм высоковязким расплавом продолжается очень долго.
Пресс-литьем перерабатывают главным образом термореактивныепрессматериалы с порошковым наполнителем. Прессформы для переработки пресс-литьем материалов с волокнистым наполнителем отличаются размерами и формой литниковых каналов. Наиболее применительны в этом случае щелевые каналы, через которые легко и без особой деформации проходит волокнистый наполнитель.
Припресс-литье ароматических полиамидов после окончания впрыска давление не может быть снято, поскольку расплав в горячей форме не затвердевает, пока температура не понизится примерно до 250 С. Снятие или снижение давления при незастывшей отливке приводит не только к внешним дефектам типа утяжин и раковин, но и к ухудшению прочности изделий. Если применяемая технологическая схема пресс-литья требует отрыва формы от инжекционной камеры до завершения процесса охлаждения, можно использовать запорные устройства типа обратных клапанов, устанавливаемые на входе формы.
Сущностьпресс-литья заключается в следующем. Отсюда масса в требуемом количестве попадает в полость цилиндра при возвратном ходе поршня. В цилиндре происходит нагрев массы до требуемой температуры. Затем силой давления поршня через выходное отверстие масса впрыскивается в пресс-форму, охлаждаемую проточной водой.
Изготовляютпресс-литьем стандартные образцы и испытывают на твердость и ударную вязкость.
Прессформа дляпресс-литья отличается тем, что загрузочная камера в ней отделена от оформляющей части. В загрузочной камере прессформы материал разогревается до вязкотекучего со-состояния и поступает в оформляющую полость через один или несколько литниковых каналов.
Во времяпресс-литья расплав полимера должен протекать по системе литников и разводящих каналов, а также в оформляющих полостях формы на значительные расстояния, подвергаясь воздействию сильных сдвиговых напряжений. Очевидно, что для переработки таким способом кристаллизующиеся под воздействием сдвига полимеры, например фенилонП, непригодны.
Формы дляпресс-литья второго типа, как правило, выполняются стационарными. Примером такой конструкции является многоместная форма для получения стандартных образцов.








