2018-01-08
2018-01-08 3243
3243В теории вязания цельновязаными называют такие трикотажные изделия, форма которых достигается в процессе вязания. Изготовление таких изделий не требует совсем или требует в небольшом количестве применение швейных операций. Основным достоинством изготовления цельновязаных изделий является сокращение расхода сырья на изделие, а также уменьшение или исключение трудовых затрат на пошив.
Цельновязаные верхние трикотажные изделия изготавливаются двумя способами достижения объемной формы: вязание неполных петельных рядов без сбрасывания петель с выключенных из работы игл и изменение ширины путем группового переноса петель.
В технологии запатентовано большое количество способов цельного вязания изделий. Рассмотрим некоторые из них.
7.2.2Цельновязаные изделия, т р е б у ю щ и е ш в е й н ы х о п е р а ц и й, можно вязать с рукавами и без них.Перед и спинка изделия вяжутся одновременно (нет боковых швов, есть плечевые швы) или последовательно (нет плечевых швов, есть боковые).
К изделиям без рукавов можно отнести жилеты мужские и женские, разной длины с разным оформлением горловины ипроймы переда и спинки.
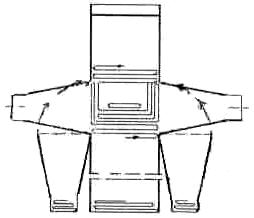
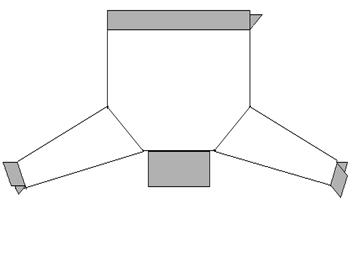
На рисунке 71. показана развернутая заготовка жилета, связанная на плоской вязальной машине с индивидуальным отбором игл и механизмом петлепереноса, полочки и спинка вяжутся одновременно, линия боковых швов имитируется.
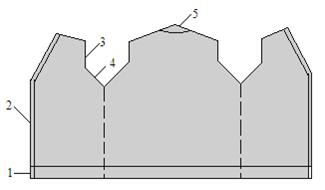
Рисунок 7.1 – Вязание жилета по цельновязаной технологии
Начало изделия 1 и планки 2, оформляющие горловину полочки связаны ластиком 1+1, пройма оформлена гладью (образует валик). Участки проймы 3 и 4 оформляются последовательным переносом петель и выключением игл из работы. Участки спинки и полочек выше начала проймы вяжутся тремя нитеводами. Для окончательного завершения изделия требуется сшить детали по линии плеча и оформить росток 5. Современная технология в случае необходимости позволяет вывязать петли навесные или прорезные, если на модели предусмотрены пуговицы.
Другим способом изготовления изделий подобного типа может быть такой, как последовательное вязание деталей изделия с вывязыванием линии плеча способом частичного вязания (рисунок 7.2).
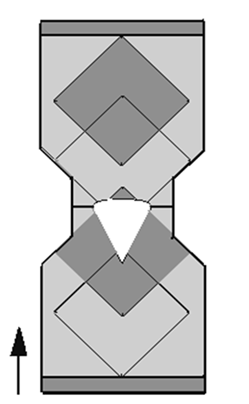
Рисунок 7.2 – Последовательное вязание жилета по цельновязаной технологии
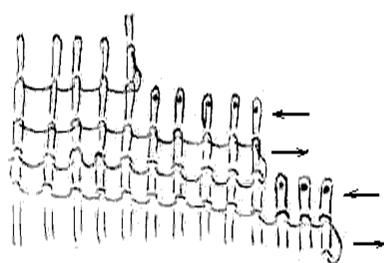
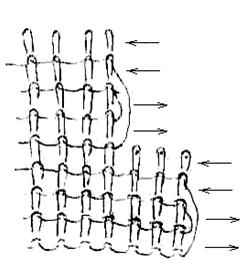
Вязание изделия начинается с заработки начальных рядов на участке пояса, вязание пояса ластиком 1+1. Основные участки переда и спинки могут вырабатываться любыми одинарными или двойными переплетениями (главными, производными, рисунчатыми, комбинированными). Линия проймы со стороны переда оформляется способом переноса петель, со стороны спинки – последовательным включением в работу игл. На участке горловины прокладывание нитей осуществляется двумя нитеводами с последовательным переносом петель в разные стороны относительно оси симметрии. Перед и спинка соединены по линии плечевого шва в процессе вязания способом частичного выключения из работы игл без сбрасывания петель. На вязальной машине иглы, которые выключаются из работы, выводятся из рабочего канала вязальной системы, головки их не поднимаются выше уровня отбойной плоскости. Если деталь вяжется двойным переплетением, то выключение иглосуществляется одновременно на обеих игольницах. На рисунке 7.3 представлена петельная структура глади при частичном выключении игл из работы при оформлении линии плеча.
а б
Рисунок 7.3 -. Структура петельных рядов при частичном выключении игл из работы
при односистемном (а) и двухсистемном (б) вязании
При односистемном вязании между рядами с выключенными иглами располагается петельный ряд, при двухсистемном вязании количество рядов удваивается. Это связано с тем, что выключение игл осуществляется при движении вязальной каретки от центра к краю детали.
При оформлении плечевого среза со стороны спинки изделия осуществляется включение игл в работу в последовательности, обратной процессу выключения. После включения в работу всех игл начинается вязание спинки. На высококачественных изделиях линию плечевого шва «закрывают» рядами глади. Для этого при двухфонтурном вязании все петли переносятся на одну игольницу, а на другой игольнице провязывается необходимое число рядов глади, затем последний ряд соединяют с петлями плечевого среза, закрывая их. Спинка изделия завершается участком ластика, последний ряд которого может быть сброшен, а затем обработан на швейном оборудовании или автоматически закрыт (закеттлеван) на вязальной машине.
Технология изготовления верхних трикотажных изделий с рукавами в зависимости от конструкции последних может быть разной.
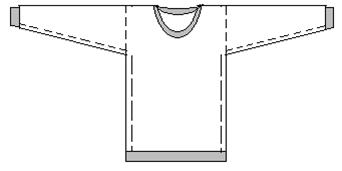
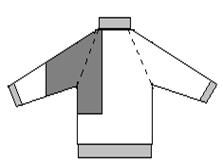
На рисунке 7.4 показана развертка женского жакета с цельновязаными рукавами (типа кимоно). Такую же конструкцию может иметь свитер без разреза по переду. Вязать такие изделия можно на машине с широкой игольницей.
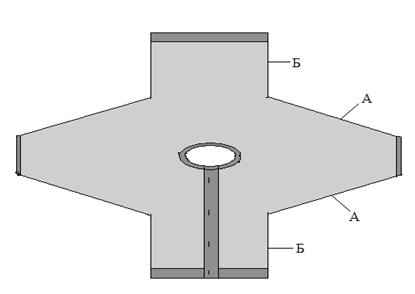
Рисунок 7.4 -. Жакет женский с цельновязаными рукавами (типа кимоно)
После съема с вязальной машины изделие сшивают по линиям рукава А-А и бокового шва Б-Б. Особенностью изделий, связанных по этой технологии, является то, что на переде и спинке петельные столбики располагаются вдоль детали, а петельные ряды поперек, на рукавах расположение петельных столбиков и рядов по отношению к рукаву обратное: петельные столбики поперек, ряды – вдоль. Так как практически для всех кулирных переплетений свойственна разная растяжимость по рядам и столбикам, то это может вызвать некоторый дискомфорт в процессе носки изделия.
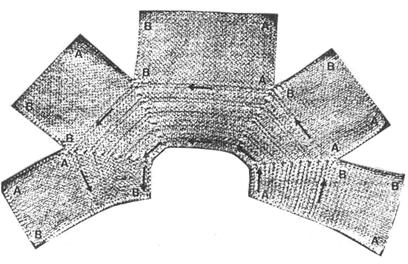
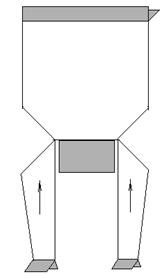
Изделия с рукавами типа реглан можно получить по технологии, показанной на рисунке 7.5.
Детали последовательно вывязываются по кругу (направление вязания на рисунке обозначено стрелками). Начинают вязание с полочки, линия реглана формируется при частичном выключении игл из работы без сброса петель. Первая половина рукава вяжется при последовательном включении в работу ранее выключенных игл, а на второй половине рукава по линии реглана иглы выключаются из работы так же, как при вязании полочки. В такой же последовательности вывязывается спинка, второй рукав и вторая полочка. Представленная заготовка связана гладью без оформления бейкой по линии борта полочек. Нижний край полочек, спинки и рукавов не имеет традиционных участков пояса и манжет. Особенностью этой технологии является то, что петельные ряды направлены вдоль деталей, а столбики поперек. Это несколько изменяет восприятие структуры и влияет на деформационные свойства изделий. Для придания изделию законченного вида необходимо оформить низ спинки и переда, а также рукавов, притачав, например, отделочные детали, связанные ластичным переплетением. После влажно-тепловой обработки детали сшиваются.
На современных вязальных автоматах эта технология несколько изменяется. Начало детали (полочки) может быть связано, например, ластиком или сдвоенной гладью с одновременным оформлением петель под пуговицы, изменением формы рукава последовательным выключением игл со съемом и переносом петель на первой половине рукава и включением игл на второй половине.
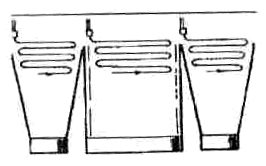
Рассмотрим еще один способ вязания цельных изделий, требующих швейных операций. Эта технология осуществляется на плоских вязальных автоматах с широкой игольницей. Особенностью этой технологии является то, что одновременно начинается вязание двух рукавов и, например, переда изделия. Если перед изделия – цельная деталь, то в процессе участвуют три нитевода для раздельного вязания деталей. Если перед изделия – две полочки, то работают четыре нитевода. Вязальная каретка перемещается по всей ширине игольницы, при входе в зону новой детали осуществляется смена нитевода – выключается, например, нитевод, работавший при вязании рукава, и включается в работу нитевод для вязания полочки изделия. Начало изделия может быть связано ластичным или любым другим переплетением, используемым для этого участка. Рукава вяжутся любым одинарным, двойным или рисунчатым переплетениями в разворот по ширине, их конфигурация изменяется последовательным включением их по краям деталей (рисунок 7.6).
а б
в
Рисунок 7.6 - Последовательность одновременного вязания трех деталей (а) и верхней части изделия (б); изделие в готовом виде (в)
После того, как полочка будет связана до линии проймы (рисунок 7.6, а), из работы выключаются нитеводы, с помощью которых вязались рукава. В работе остается нитевод, обеспечивающий вязание полочки, продолжается вязание верхней части изделия с последовательным переносом петель последнего ряда рукавов на краевые иглы участка переда и спинки и последующего их совместного провязывания. Рукава, верхние части переда и спинки соединяются по линии оката без оформления плечевого среза.
К моменту начала вязания спинки от участка проймы рукава развернуты (рисунок 7.6, б) относительно своего первоначального положения, и спинка вяжется уже самостоятельно. Последовательность движения нитевода при вязании верхнего участка изделия на рисунке показана непрерывной линией со стрелками. Горловина изделия также может быть вывязана на машине без последующего подкроя и швейной обработки. В готовом виде изделие представлено на рисунке 7.6, в.

а б
Рисунок 7.7. Развертка деталей на машине (а) и общий вид изделия (б), состоящего из пяти деталей
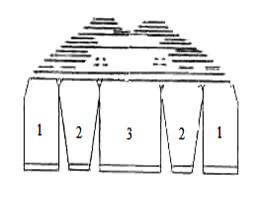
Процесс переноса петель последнего ряда рукавов для соединения их со станом связан со сдвигами игольниц, что ведет к снижению производительности вязального оборудования. Фирмой «Штолль» разработана технология вязания изделия, состоящего из пяти деталей, связанных одновременно пятью нитеводами (рисунок 7.7,а).
Верхняя часть изделия вырабатывается в исландском стиле с круглой кокеткой, образованной последовательными сбавками по отдельным участкам (между «косами»). Жаккардовый узор по нижнему краю кокетки (рисунок 7.7, б), участки двухизнаночной глади, перемежающиеся «косами», обеспечивают интересное художественное решение. Следует отметить, что одновременно с вязанием деталей оформлены бейки на полочках с вывязанными петлями и горловина.
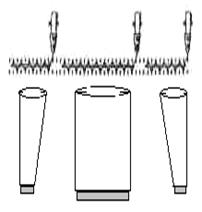
7.2. 3 Технология производства б е с ш о в н ы х трикотажных изделий на плоских вязальных автоматах была разработана в восьмидесятых годах ХХ века. Суть этой технологии заключается в том, что пояс изделия, манжеты рукавов, ворот свитера вяжутся переплетением, например, ластик 2+2, а стан изделия и рукава вырабатываются гладью или любым рисунчатым переплетением на базе глади при круговом (чулочном) вязании. Изделие имеет заработанные края на манжетах, поясе, вороте. Манжеты рукавов, пояс изделия, ворот состоят из двух параллельно расположенных деталей (рисунок 7.8).
Процесс вязания изделия начинается двумя отдельными нитеводами с заработки начальных рядов для вязания манжет двух рукавов ластиком 2+2. Сначала вывязывается одна деталь (половина) манжеты. После того как связано необходимое количество петельных рядов, петли с одной игольницы переносятся на иглы другой, и все петли перемещаются по стержням игл в нерабочую зону.
а б
Рисунок 7.8 - Схема положения деталей бесшовного свитера в процессе вязания (а) и изделие перед съемом с машины (б)
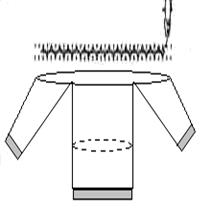
Вязание изделия по технологии «knitandwear» начинается с заработки начальных рядов (тремя нитеводами) для стана изделия и двух рукавов. Все участки деталей, включая пояс стана и манжеты рукавов, связанные ластичным переплетением, имеют форму трубки (рисунок 7.9, а).
а б в
Рисунок 7.9 -. Последовательность вязания бесшовного изделия
Работа дома
- Разработать образец изделия по технологии цельного вязания,
- представить эскизы применения изделий сложных силуэтов (не менее 3)
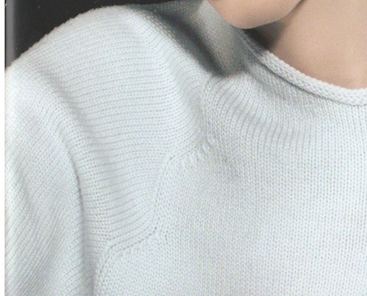
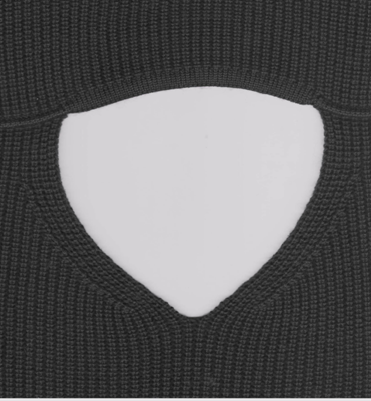
Фото элементов цельного вязания
Примеры моделей трикотажных изделий, изготовленных по технологии цельного вязани