 2018-01-08
2018-01-08 2357
2357Штангенрейсмусом
1) Перед вимірюванням перевіряють штангенрейсмус. При цьому встановлюють його основою на повірочну плиту, а під вимірювальну ніжку вставляють кінцеву міру довжини, розмір якої повинен дорівнювати або бути більшим за нижню межу вимірювання основної шкали штанги.
2) Колінчастий вал укласти на призми, які встановлені на повір очній плиті. Штангенрейсмус основою встановити на плиту.
3) Колінчастий вал повернути в призмах, так щоб вимірювана шатунна шийка зайняла верхнє вертикальне положення.
4) Вимірювальну ніжку штангенрейсмуса підвести з верху до шатунної шийки так, щоб між робочою поверхнею і твірної шатунної шийки утворився зазор 0,2-0,3 мм, і закріпити хомутик стопорним гвинтом.
5) Повертаючи вал на невеликий кут в один та інший бік і одночасно повертаючи гайку мікрометричної подачі, добитись зіткнення вимірювальної ніжки з поверхнею деталі.
6) Закріпити рухому рамку стопорним гвинтом і в цьому положенні зняти відлік вимірюваної величини по основній шкалі і шкалі ноніуса – розмір А (рис. 3).
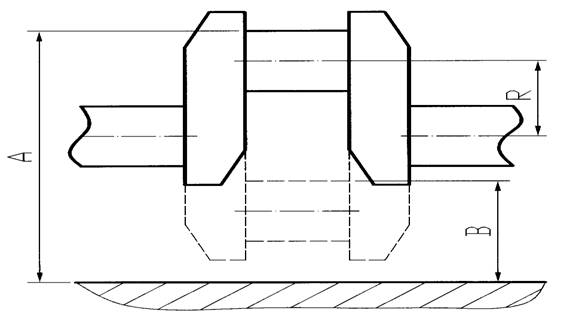
Рис.5. Схема вимірювання величин А і В для визначення
радіуса кривошипу колінчастого вала R
7) Повернути колінчастий вал на 1800 в крайнє нижнє положення і, виконуючи пункти 4, 5, 6, зняти відлік вимірюваної величини по основній шкалі і шкалі ноніуса – розмір В (рис.3).
8) Радіус кривошипу визначити за формулою:
 , мм
, мм
9) Вимірювання величин А і В та визначення радіусу кривошипу виконати з трьохкратною повторністю і результати занести в таблицю 2 звіту
2.4.4. Визначити глибину уступів деталі штангенглибиноміром (рис.2)
1) Перед вимірюванням поверхню траверси штангенглибиноміра встановлюють на гладку повір очну плиту. Штангу разом з траверсою притискують до поверхні плити і переконуються у збіганні нульових штрихів основної шкали і шкали ноніус інструмента
2) Траверсу штангенглибиноміра встановлюють на базову поверхню деталі.
3) При звільнених стопорних гвинтах рухомої рамки та хомутика, штангу опускають до зіткнення вимірюваною поверхнею деталі.
4) Закріпити стопорним гвинтом рухому рамку. Зняти інструмент з деталі.
5) Зняти відлік вимірюваної величини h по основній шкалі і шкалі ноніуса. Вимірювання величини h виконати з трьохкратною повторністю і результати занести в таблицю 3 звіту.
ЛАБОРАТОРНА РОБОТА








