 2018-01-08
2018-01-08 843
843деталі. Налагодження вертикального оптиметра аналогічно налагодженню мікрокатора. При цьому слід повторити операції 1....7, викладені у пункті 2.4. 1.
8). Світло від зовнішнього джерела за допомогою бокового дзеркала 6(рис 2.) направити у щілину, щоб було видно шкалу, відображення якої буде видно в окулярі при торканні вимірювального наконечника 1 з блоком кінцевих мір.
9). Дивлячись в окуляр 3 за відбиттям шкали, прокручувати мікрогвинт, піднімаючи столик з блоком кінцевих мір, поки нуль шкали не зупиниться біля вказівника у формі трикутника зі стрілкою, який знаходиться у центрі видимого у окуляр поля.
10). Зняти зі столика блок кінцевих мір.
11). Зробити вимірювання деталі, спостерігаючи в окуляр за відображенням шкали. Встановити показання шкали, котре зупиниться напроти покажчика. Дійсний розмір деталі підрахувати за формулою (1).
2.4.3. Виставити на нуль важільну скобу та провести вимірювання деталей. Встановлення важільної скоби на нуль проводиться по блоку кінцевих мір, що дорівнює номінальному розміру деталі.
1). Важільну скобу закріплюють у стійку, відгвинчують ковпачок механізму переміщення п'ятки 7 (рис. 3) та відпускають стопор 8.
2). Ввести між вимірювальними поверхнями скоби блок плиток. Прокрученням накатаної головки переміщувати п'ятку 9 вліво до зближення блоку плиток з вимірювальними поверхнями скоби. Зупинити дії гвинта коли стрілка 5 стане на нуль. Закріпити стопор.
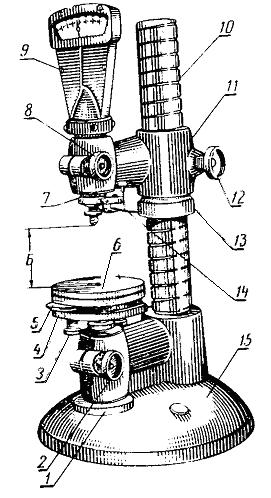
Рис.1. Мікрокатор
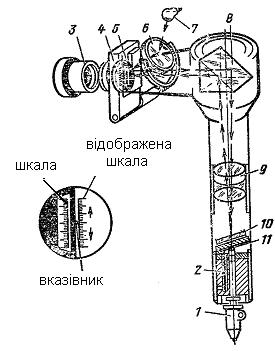
Рис.2. Вертикальний оптиметр
3). Декілька разів нажати на відводку 2, при цьому стрілка повинна стати на нуль. Якщо стрілка не буде збігатися з нулем, тоді стопор відпустити та повторити налагодження.
4). Вибрати блок кінцевих мір та нагвинтити захисний ковпачок.
5). Ввести вимірювану деталь між вимірювальними поверхнями скоби, попередньо нажати на відводку. Відпустити відводку та зняти виміри. Дійсний розмір деталі підрахувати за формулою (1).
Рис. 3. Зовнішній вид та будова важільного механізму важільної скоби
2.4.4. Налаштувати на нуль важільний мікрометр та провести вимір деталей. Перевірка налаштування на нуль важільних мікрометрів з діапазоном вимірювання 0....25 мм проводиться при повному зіткненні мікрогвинту та п'ятки.
1). Крутити барабан 9 (рис.4) до тих пір, поки стрілка важільного механізму 1 не стане на нуль. При цьому відрахунок мікрометричної головки теж повинен бути рівний нулю. У протилежному випадку зафіксувати мікрогвинт 5 стопором 6 та провести налагодження, аналогічне налагодженню мікрометра. Для важільних мікрометрів з діапазоном вимірювання більше 25 мм перевірка нульового відрахунку проводиться по налаштованій мірі.
2). Встановити вимірювану деталь між вимірювальними поверхнями п'ятки та мікрогвинта. Крутити барабан до тих пір, поки стрілка важільного механізму не стане на нуль.
3). Продовжувати крутити барабан до збігання штриха S (рис.5) шкали барабана з рискою на стеблі.
Дійсний розмір деталі дорівнює отриманому показанню по мікрометру плюс розмір X відхилення від нуля стрілки важільного механізму зі своїм знаком.
4). Занести до таблиці результати вимірювання.
5). Підрахувати значення дійсних діаметрів.
6). Дати метрологічну характеристику використаних приладів.
Рис. 4. Зовнішній вид важільного мікрометра
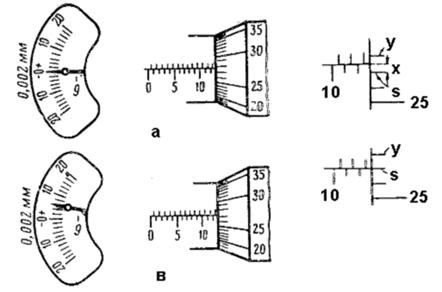
Рис. 5. Зняття показань зі шкал важільного механізму.
а)- знімання показань зі шкал при вимірюванні з точністю 0,01 мм;
б)- знімання показань зі шкал при вимірюванні з точністю 0,002 мм
ЛАБОРАТОРНА РОБОТА
ВИМІРЮВАННЯ ДЕТАЛЕЙ ВАЖІЛЬНО-МЕХАНІЧНИМИ ТА ОПТИКО-
МЕХАНІЧНИМИ ПРИЛАДАМИ








