 2018-01-08
2018-01-08 678
678Робочий кресленик деталі повинен містити відомості про матеріал, з якого має бути виготовлена деталь. Інформацію про матеріал деталі заносять у відповідну графу основного напису.
Згідно з ГОСТ 2.109-73 позначення матеріалу повинні містити:
— назву матеріалу,
— його марку, якщо вона встановлена для нього,
— номер стандарту або технічних вимог.
Наприклад: Сталь 20 ГОСТ 1050-88.
Якщо марка матеріала містить його скорочену назву, то назва матеріала може не вказуватися, наприклад Ст 5 ДСТУ 2651:2005/ ГОСТ 380-2005.
Деякі марки конструкційних матеріалів, та приклади їх позначення на креслениках наведено в табл. 1.1. Приклади позначення матеріалів




Розглянемо нанесення розмірів на шпонкових пазах. На рис. 2.23 зображений вал редуктора. На валу закріплені: маточина 1 шпонкою 4, шестерня 2 шпонкою 5 та шестерня 3 привода лічильника обертів шпонкою 6. Усі шпонки різної форми. Пази для них на валу також не однакові по формі — їх будуть виконувати різними інструментами. Відповідно цьму слід наносити на них і розміри пазів.
На рис. 2.24 показані схеми обробки цих пазів та необхідні розміри. Паз під призматичну шпонку 4 з плоскими кінцями фрезерують прорізною фрезою (рис.2.24, а). Довжина паза з повним профілем визначається розміром 22. Діаметр фрези слід вибирати мінімально
можливим.


Паз під призматичну шпонку 5 із закругленими кінцями фрезерують кінцевою фрезою (рис. 2.24, б). Діаметр фрези вибирають по розміру ширини шпонки (8), а довжину фрезерування (розмір 32) — з конструктивних розрахунків — по довжині шпонки.
Паз під сегментну шпонку 6 (рис.2.24, в) фрезерують спеціальною шпонковою фрезою, діаметр якої визначається діаметром шпонки.
На рис. 2.25 показано нанесення розмірів на шпонкових з’єднаннях. Ці розміри слід співвідносити із стандартами, наведеними у табл. 4.21, 4.22, 4.23.

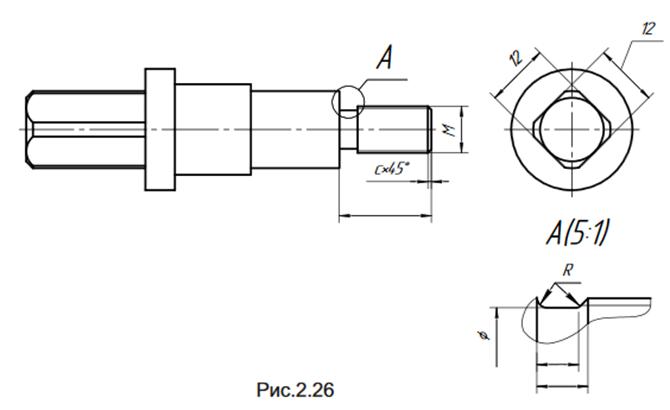
Для того, щоб отримати хвостовик деталі (рис. 2.26), виконують фрезерування головки гвинта “під ключ” по розміру 12. Стандартні значення розмірів “під ключ” наведені у табл. 4.19.
При виконанні креслеників деталей, обмежених переважно поверхнями обертання часто виникають труднощі з розміщенням зображень на полі кресленика. Наприклад, кресленик повинен виконуватися на аркуші паперу формата А4, а обидва зображення у проекційному зв’язку розташувати неможливо (вигляд зліва розташувати не дозволяють розміри). У даному випадку доцільно замість вигляда зліва дати переріз і розташувати його на вільному місці аркуша (рис.2.27).
Якщо частина циліндричної поверхні деталі шліфується (∅40 на рис. 2.27), на кресленику наводиться інформація про розміри канавки для виходу шліфувального круга згідно з ГОСТ 8820-69.
Різноманітні форми таких канавок див. у табл. 4.17.
Слід зауважити, що всі лінійні та кутові розміри, що отримані для позначення на кресленику в процесі деталювання, необхідно співвідносити із стандартами









