 2018-01-08
2018-01-08 4292
4292 |
Токарный резец является одним из наиболее простых и распространенных режущих инструментов, поэтому геометрические параметры инструмента рассмотрим на его примере.
Как и режущие инструменты всех других видов, резец состоит из двух частей: рабочей (лезвия) А и крепежной В (рис. 21.4). Крепежная часть служит для закрепления резца и имеет в поперечном сечении квадратную или прямоугольную форму.
Рабочая часть осуществляет резание и состоит из следующих элементов.
 к Рис. 21.4. Элементы токарного прямого проходного резца к Рис. 21.4. Элементы токарного прямого проходного резца |
Передняя поверхность А^— поверхность лезвия, контактирующая в процессе резания со срезаемым слоем и стружкой. Задняя поверхность — поверхность лезвия, контактирующая в процессе резания с поверхностями заготовки. Различают главную и вспомогательную задние поверхности. Главная задняя поверхность Аа примыкает к главной режущей кромке. Вспомогательная задняя поверхность А'а примыкает к вспомогательной режущей кромке.
Режущая кромка — кромка лезвия инструмента, образуемая пересечением его передней и задней поверхностей. Часть режущей кромки, формирующую большую сторону сечения срезаемого слоя, называют главной режущей кромкой К, меньшую сторону сечения срезаемого слоя — вспомогательной режущей кромкой К'.
Вершина лезвия — участок режущей кромки в месте пересечения двух задних поверхностей. У проходного токарного резца вершиной является участок лезвия в месте пересечения главной и вспомогательной режущих кромок. Вершина может быть острой, закругленной или в виде прямой линии.
Форма лезвия резца определяется конфигурацией и расположением его поверхностей и режущих кромок. Взаимное расположение передней и задних поверхностей и режущих кромок в пространстве определяет углы резца. Углы рассматриваются как на неподвижном инструменте (статическая система координат), так и в процессе резания с учетом траектории движения точек режущих лезвий (кинематическая система координат). Для изготовления и контроля инструмента используется инструментальная система координат.
Рассмотрим углы резца в статике, т.е. в статической системе координат. Для определения углов резца вводятся следующие координатные плоскости (рис. 21.5).
Основная плоскость Pv— координатная плоскость, проведенная через рассматриваемую точку режущей кромки перпендикулярно направлению скорости главного или результирующего движения резания в этой точке. Плоскость резания Рп — координатная плоскость, касательная к поверхности резания и проходящая через главную режущую кромку резца. Главная секущая плоскость Рт — координатная плоскость, перпендикулярная линии пересечения основной плоскости и плоскости резания. Рабочая плоскость Р„— плоскость, в которой расположены направления скоростей движения резания и движения подачи.
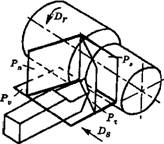 |
Рис. 21.5. Координатные
плоскости ДЛЯ определения углов резца Р.
 |
| Рис. 21.6. Углы токарного |
| резца в статике |
Исходя из условий, что ось резца перпендикулярна линии центров станка, а вершина резца находится на этой линии, у токарного резца различают главные и вспомогательные углы (рис. 21.6).
Передний угол у измеряют в главной секущей плоскости Рт между передней поверхностью А1 и основной плоскостью Р„. Он оказывает большое влияние на процесс резания. С увеличением у уменьшается работа, затрачиваемая на процесс резания, улучшаются условия схода стружки и повышается качество обработанной поверхности. Но увеличение переднего угла приводит к снижению прочности резца и ускоренному его изнашиванию вследствие выкрашивания режущей кромки и уменьшения тепло- отвода. Различают углы положительные (+у), отрицательные (-у) и равные нулю. При обработке твердых и хрупких материалов применяют небольшие передние углы, мягких и вязких материалов — углы увеличивают. При обработке закаленных сталей твердосплавным инструментом или при прерывистом резании для увеличения прочности лезвия назначают отрицательные углы у. В зависимости от механических свойств обрабатываемого материала, материала инструмента и режимов резания углы у назначают от -10° до +20°.
Задний угол а измеряют в главной секущей плоскости Рт между задней поверхностью Аа и плоскостью резания Рп. Угол а предназначен для уменьшения трения между главной задней поверхностью и поверхностью резания. Большую роль при назначении этого угла играют упругие свойства обрабатываемого материала. Увеличение угла а ведет к уменьшению прочности резца. При обработке вязких материалов назначают большие углы а, а при обработке твердых и хрупких материалов или при большом сечении срезаемого слоя назначают меньшие углы а. Угол а может находиться в пределах 6... 12°.
Главный угол в плане<р — угол между плоскостью резания Рп и рабочей плоскостьюPs.Он оказывает значительное влияние на шероховатость обработанной поверхности и продолжительность работы резца до затупления. С уменьшением угла ср возрастают деформация заготовки и отжим резца, появляются вибрации, ухудшается качество обработанной поверхности. Чаще всего угол ф для токарных проходных резцов берется равным 45°, но в зависимости от конкретных условий (прежде всего от жестко
сти детали) он может уменьшаться до 30° или увеличиваться до 90° (при обработке длинных и тонких валов).
Вспомогательный угол в плане(pj — угол между проекцией вспомогательной режущей кромки на основную плоскость и рабочей плоскостью Р.. Угол <pi служит для уменьшения трения вспомогательной задней поверхности об обработанную поверхность. С уменьшением угла <pi уменьшается шероховатость обработанной поверхности, увеличивается прочность вершины резца, снижается изнашивание резца. Для проходных резцов, обрабатывающих жесткие заготовки, (pj = 5...10°, а при обработке заготовок малой жесткости <pj = 30...45°.
Угол заострения р измеряют в главной секущей плоскостиPt,это угол между передней и задней поверхностями резца. Между углами а, Р и у существует зависимость а+Р + у = 90°. При (а+Р)<90° угол у считают положительным, при (а+р)>90° — отрицательным.
Угол при вершине е измеряют в основной плоскости Р„ между проекциями главной и вспомогательной режущих кромок на основную плоскость Р„.
Угол наклона главной режущей кромки X измеряют в плоскости резания Р„, это угол между режущей кромкой и основной плоскостью Р„.
Угол X может быть отрицательным (вершина является высшей точкой лезвия), равным нулю (режущее лезвие параллельно основной плоскости) и положительным (вершина является низшей точкой режущего лезвия). Он определяет направление схода стружки. Если X = 0, стружка сходит в направлении главной секущей плоскости перпендикулярно главной режущей кромке. При X < 0 стружка сходит к обрабатываемой поверхности. При X > 0 стружка сходит к обработанной поверхности. При чистовой обработке принимать угол X положительным не рекомендуется, так как стружка может наматываться на заготовку и царапать обработанную поверхность. Поэтому при чистовой обработке угол X назначают отрицательным (до -5°). При черновой обработке, когда нагрузка на резец большая и качество обработанной поверхности не имеет большого значения, угол X положителен (до +5°).
 |
Значения углов у и а изменяются в процессе резания при установке вершины лезвия выше или ниже оси вращения заготовки (линии центров), а значения углов в плане ф и <pt— в зависимости от расположения оси резца относительно оси заготовки. При наружном обтачивании установка вершины лезвия выше оси вращения заготовки ведет к увеличению переднего угла у и уменьшению заднего угла а, а при установке вершины лезвия ниже центров, наоборот, угол у уменьшается, а угол а возрастает (рис. 21.7, е...в).
 |
 |
На рис. 21.7, г показано изменение углов в плане <р и фг в зависимости от положения оси резца относительно линии центров станка. При отклонении оси резца от перпендикуляра к линии центров углы в плане будут отличаться от расчетных. Таким образом, установка резца на станке должна соответствовать расчетным значениям его углов.

