 2018-01-08
2018-01-08 943
943
|
Обработка материалов резанием — это технологический процесс, при котором режущий инструмент удаляет с поверхности заготовки слой материала в виде стружки для получения необходимой геометрической формы, точности размеров, взаиморасположения и шероховатостей поверхностей детали.
Обработка резанием сопровождается образованием значительных отходов металла в виде стружки. При обработке поковок, полученных на штамповочных молотах, коэффициент использования металла составляет в среднем 0,66, а полученных на кривошипных горячештамповочных прессах — 0,7. Если учесть потери металла при изготовлении поковок, то общие потери составят в среднем 0,42...0,7.
Процесс резания состоит в том, что обрабатываемая деталь и режущий инструмент перемещаются относительно друг друга, и во время этого движения инструмент срезает с поверхности детали слой металла, превращая его в стружку. Совокупность относительных движений инструмента и заготовки, необходимых для получения заданной поверхности, называют схемой обработки. Механизмы металлорежущих станков совершают рабочие, установочные и вспомогательные движения.
Рабочие движения обеспечивают срезание слоя металла или вызывают изменение состояния обработанной поверхности заготовки. К ним относятся главное движение и движение подачи (рис. 21.1). Главное движение резания Dr— прямолинейное поступательное или вращательное движение инструмента или заготовки, происходящее с наибольшей скоростью в процессе резания и определяющее скорость снятия материала срезаемого слоя. Скорость главного движения обозначают и. Движение подачи Ds—
прямолинейное поступательное или вращательное движение инструмента или заготовки, скорость которого меньше скорости главного движения резания. Оно предназначение для того, чтобы распространить отделение слоя материала на всю обрабатываемую поверхность. Скорость движения подачи обозначаютvs. Результирующее движение резания De— суммарное движение режущего инструмента относительно заготовки, включающее главное движение резанияDrи движение подачиDs.Его скорость обозначают ve.
Движения, обеспечивающие взаимное положение инструмента и заготовки для срезания с нее определенного слоя материала, называют установочными.
К вспомогательным движениям относят транспортирование заготовки, закрепление заготовки и инструмента, быстрые перемещения рабочих органов станка.
| а |

|
| d |

|
| Рис. £1.1. Движения, обеспечивающие процесс резания при точении (а), сверлении (б), фрезеровании (в) и строгании (г) |
| б |
Движения резания металлорежущих станков направлены на формообразование поверхностей. Достигается это согласованием скоростей движения заготовки и инструмента, как бы воспроизводящих образующую и направляющую линии, совокупность последовательных положений (следов) которых и предопределяет форму геометрической поверхности. Формообразование поверхностей при обработке резанием достигается следующими четырьмя методами.
Метод следов (рис. 21.2, а) характеризуется использованием для формообразования обоих движений резания. Образующей линией 1 является траектория движения точки (вершины) резца, а траектория движения точки заготовки — направляющей линией 2.

|
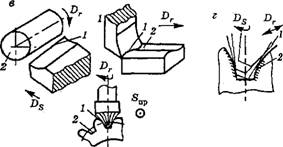 Рис. 21.2. Схемы методов формообразования поверхностей: а — следов; б — касания; в — копирования; г— обкатки (огибания)
Рис. 21.2. Схемы методов формообразования поверхностей: а — следов; б — касания; в — копирования; г— обкатки (огибания)
|
При методе касания (рис. 21.2, б) функции формообразующего движения выполняет движение подачи. Образующей линией 1 является режущая кромка инструмента, а направляющей линией2 — касательная к окружностям, представляющим траектории движения точек режущего инструмента в процессе его поступательного движения.
Главное движение при методе копирования (рис. 21.2, в) определяет формообразование. Образующей линией 1 является режущая кромка инструмента, направляющая линия 2 воспроизводится вращением заготовки.
Согласование двух движений подачи при методе обкатки (огибания) (рис. 21.2, г) дает возможность получить образующую линию 1 как огибающую кривую к последовательным положениям режущей кромки инструмента. Направляющая линия 2 воспроизводится вращением заготовки.








